
15 20 30 40 45 50 60 が主に使用される
A2011、アルミニウム・銅合金、優れた切削性を持つフリーカット合金で、加工性が非常に良いが、耐腐食性も強い。
A2017、アルミニウム・銅合金、高強度で、加工性が良く、硬質アルミニウム。
A5052、アルミニウム・マンガン合金、中程度の強度を持つ最も代表的なアルミニウム合金で、疲労強度が高く、海水への耐性に優れている。
A5056、アルミニウム・マンガン合金、海水への耐性が非常に優れており、切断後の表面処理性が良い。
A6061、アルミニウム・マンガン・シリコン合金、熱処理可能な耐食性合金で、T6処理後には非常に強い耐腐食性を示す。
A6063はアルミニウム・マンガン・シリコン合金で、押出用のA6061より強度は低いですが、押出加工性に優れており、さまざまな複雑な断面形状に成形することが可能です。また、優れた耐食性および表面処理特性を備えています。
A7075はアルミニウム・亜鉛・マンガン合金で、最も強度の高いアルミニウム合金の一つですが、耐食性は劣っており、超硬アルミニウム合金に分類されます。
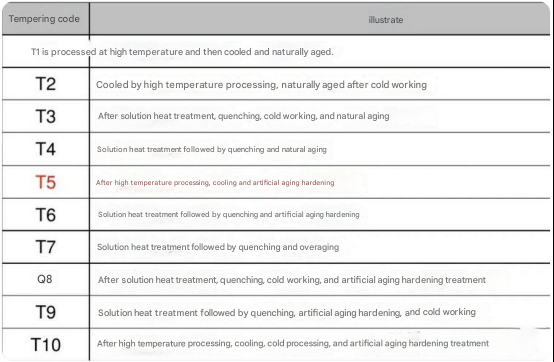
溶体化熱処理 :合金を高温に加熱して合金中の成分が固体状態で均等に溶解し、均一な固体溶液を形成した後、急速に冷却してこの溶解状態を維持させる熱処理工程です。
人工時効 適切な温度まで溶液処理された合金を加熱し、一定時間保持することにより合金の性質を変化させるプロセスを指します。このプロセス中、金属原子間の構造が変化し、合金の機械的特性と安定性を最適化します。
各メーカーの肉厚は異なります。一般的に、一般的な肉厚は1.5、1.8、2.0、2.5、3.0、3.2、3.5、4.0です。
ここでは理解すべき2つのポイントがあります:
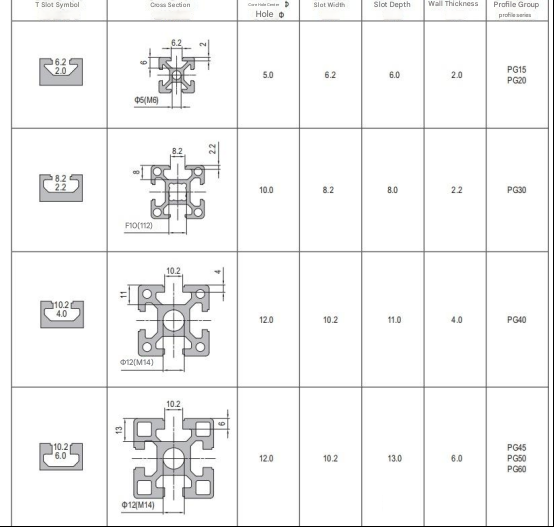
1. アルミプロファイルの軸穴は一般的にネジの底穴に合わせて設計されています。したがって、穴はタップ加工後すぐに使用できます。
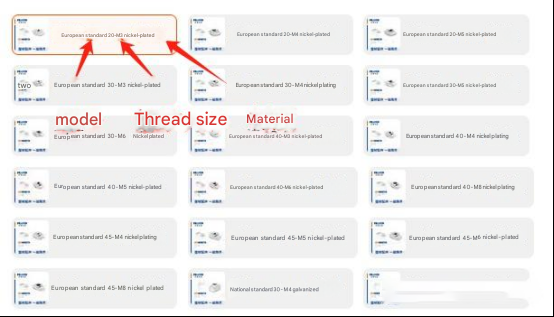
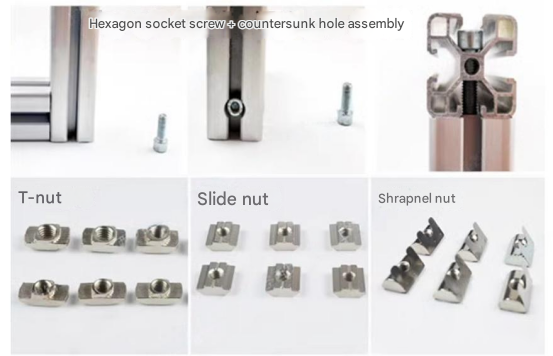
2. Tナットを購入する際は、モデルを合わせてスレッドサイズと素材を選択するだけで十分です。ナットの形状はスロットサイズに適合します。以下のように示します:
注意: 上記の図に示すように、4040アルミプロファイルの後ろに付いている文字は、それぞれ異なる厚みと重量(メートル当たり)を表しており、実際のニーズに応じて記入する必要があります。上記は40型を例としています。同じモデルであっても、4040の仕様は多数存在します。
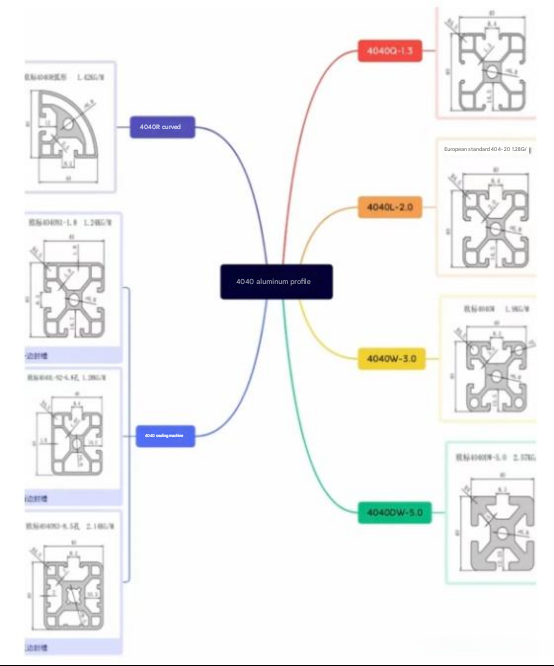
異なる厚さの適用範囲も異なります。
|
厚さ(mm) |
共通の適用領域 |
|
1.5 |
応力と強度が小さいフレーム構成に適しており、アセンブリライン工場のワークベンチや生産管理用サインボードのフレーム製作に頻繁に使用されます。 |
|
2.0 |
ある程度の強度が必要だが、重負荷ではないフレーム構造に使用されます |
|
2.5 |
中程度の強度と耐荷重性が必要な場面に適しています |
|
3.2 4.0 |
高応力と高強度が求められるフレーム構造に適しています。例えば、機器ラックフレームの製作など |




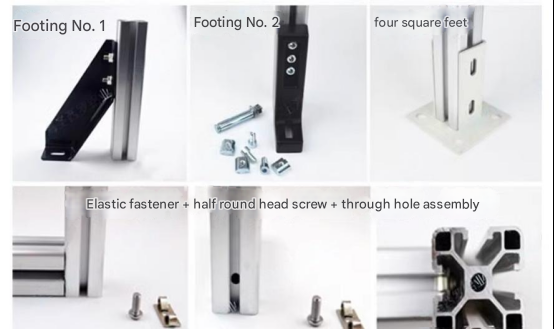


アクセサリに関する注意点がいくつかあります:
ナットについて: プロファイル用ナットにはいくつかの種類があり、それぞれの形状は異なる取り付け要件や作業条件に適合するように設計されています。
カバーについて: カバーはスペースをとるため、デザイン上はみ出さないようにするために、ジョイント部分にカバー取り付け用の厚みをあらかじめ確保し、カバーを取り付けて美観を保つ必要があります。また、組立図面には明確に表示しておき、アセンブラーの作業ミスを防ぐようにします。
注意: 基本的に、アルミプロファイルの接続に必要なアクセサリ類は、すべて標準部品として製作されています。
機械計算:
アルミプロファイルの耐荷重能力は、業界では主にたわみによって測定されます。ミスミでは2つの計算方法を提供しています:
A. グラフ照会方式(簡易で操作性が良いですが、制限としてミスミプロファイルの使用が必要です)。
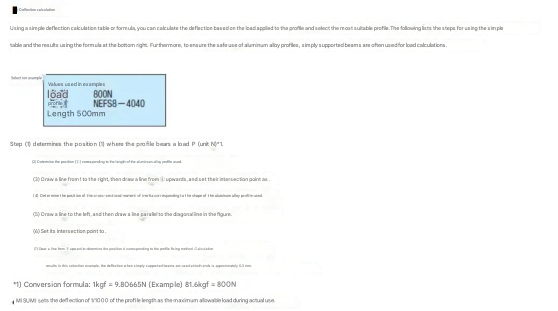
以下はいくつかの重要なポイントです:
ステップに従って計算するだけです
ステップで示されたたわみ量が使用長さ L/1000 より小さければ、使用条件を満たします(この文がポイントです)。つまり、使用長さが500mmで、計算したたわみ量が0.4の場合、条件を満たしており、0.4<0.5 となります。もちろん安全上の理由から、依然として安全率を設定する必要があります。
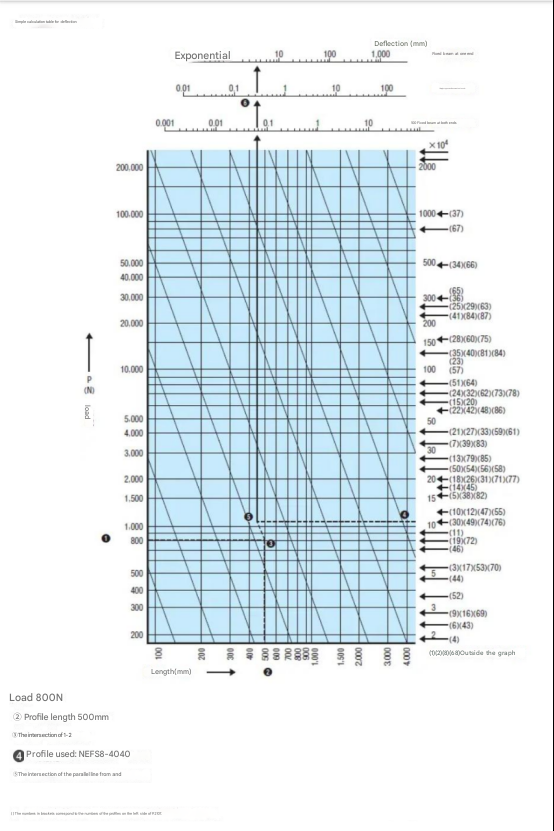
上記の表を使用して計算するにはどうすればよいでしょうか?
既知のパラメータ: 負荷(N)、事前に選定したアルミプロファイル(仕様)、アルミプロファイルの長さL(mm)
取り付け方法: アルミプロファイルの支持方法。以下の図に示すように、支持方法がしっかりしているほど、たわみは小さくなります。最も良い方法は両端を固定することです。
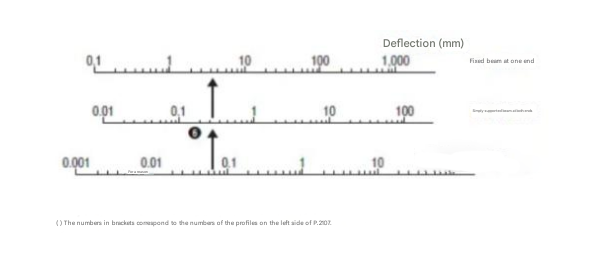
以下は表です。各仕様には番号があります。
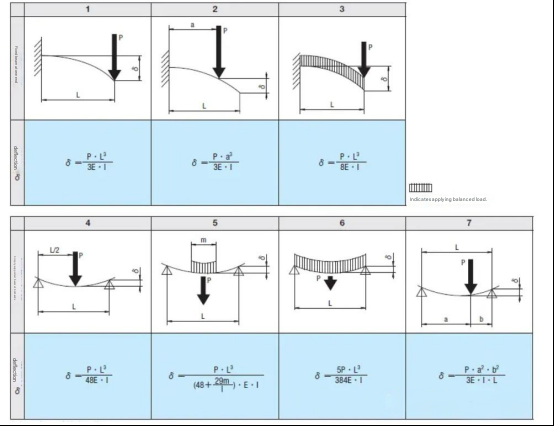
B. 計算方法: 以下に、異なる支持方法におけるたわみ量の計算式(一般的な適用)を示します:
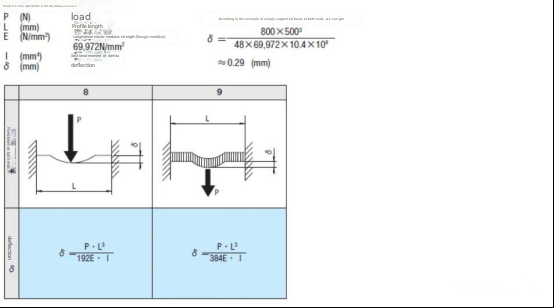
計算に必要なのは既知のデータを代入することだけです。私たちは皆、荷重と長さを知っています。ヤング率と断面二次モーメントについて説明します。
ヤング率: アルミニウムのヤング率は密度のように物性値です。アルミニウムの種類は多数ありますが、すべて70,000/mm²とみなすことができます。
断面二次モーメント: MISUMIは選定方法に関するデータを示した表とグラフを提供しています。ただし、現実にはすべての人がMISUMIのアルミプロファイルを購入できるわけではなく、市場に出回っているアルミプロファイルの厚さ仕様もまちまちです。したがって、MISUMIの表を参考にして、実際使用するアルミプロファイルの厚さをMISUMIの同仕様モデルと比較し、ある係数を掛けて断面二次モーメントを算出する必要があります。
すべてのデータを代入することで、選定したアルミプロファイルが適切かどうかを確認できます。適切でない場合は、長さを短くするか、より大きな仕様を選定して設計案を修正することが可能です。
アルミプロファイルの組み立て: 実際の取り付け方法を確認し、工場に赴いて熟練工に取り付けてもらうようにしてください。
設計プロセスにおいて、よく使用するアルミプロファイルの断面形状があります。SWのインストールフォルダの対応する位置にフォルダを置くことで、SWプロファイルライブラリを呼び出すことができます。
Q: アルミニウム合金のプロファイルは指定した長さに切断できますか?切断精度はどのくらいですか?
A: 50~4000(mm)の間であれば、0.5mm単位で任意の長さに切断できます。切断許容差は±0.5mm以内です。
(詳細についてはメーカーの切断設備に依存するため、加工業者にご確認ください)
アルミプロファイルは通常メーター単価で販売され、最大長さは6mで、個別に切断することが可能です。
アルミニウムプロファイルを切断するには特殊なブレードが必要です。一般的に砥石で切断した面は光沢がなく、アルミニウムが砥石に付着する傾向があります。
Q: アルミニウムプロファイルの色はカスタマイズできますか?
A: 黒と銀が一般的に使用され、マット仕上げや光沢仕上げもあります。カスタマイズも可能ですが、費用が高額になります。
Q: 負荷200kg、始動加速度2m/s²の周期的な往復運動機構があります。フレーム構築にアルミニウムプロファイルを使用することはできますか?
A: アルミニウムプロファイルでラックを構築することは不可能ではありませんが、最終的には継ぎ合わせになります。条件が許せば、高剛性が必要な場合は溶接部品や鋳物の使用が推奨されます。
Q: アルミニウムプロファイルにリニアガイドを取り付けることはできますか?精度はどのくらいですか?
A: まずストローク精度について理解しましょう。下図の通りです:
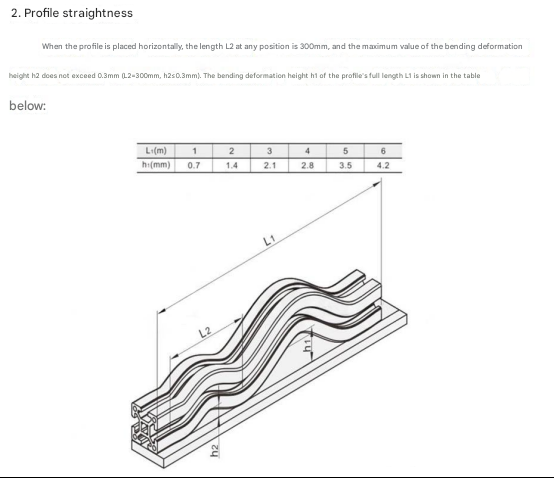
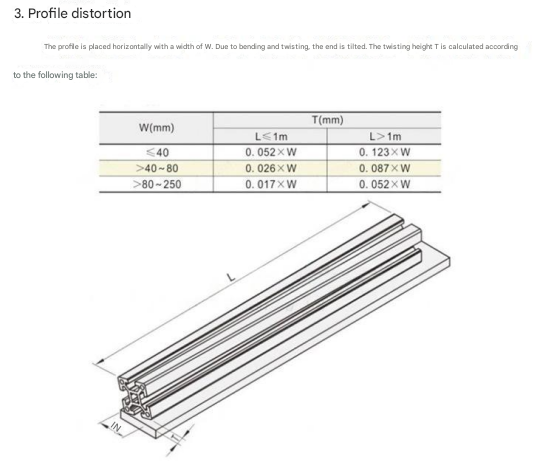
上記の図面からわかるように、アルミプロファイルの精度はそれほど高くなく、リニアガイドレールの精度とは同一レベルではありません。したがって、精度が低く、荷重が小さく、中低速度でスムーズな動作を必要とする用途に検討して使用することが可能です。このため、ポジショニングやストッパー用部品を追加したとしても、ある程度の安定性と組立作業性が向上するにとどまります。長期間の運転後には依然として制御が困難であり、精度的には基本的に満たされません。
このアルミプロファイルをベースとして実際に使用し、精度が必要な場合は、取り付け基準面を加工し、インサートを追加することによって要求仕様を満たすことができます。
また、垂直荷重のみを受ける場合は、アルミサポート光軸ガイドレールを使用する代替案もあります。







