

Os perfís de ranura en T deben a súa utilidade ás ranuras cuidadosamente deseñadas e á forma específica da extrusión de aluminio. Fabricados con aliaxe de aluminio 6061, teñen canles en forma de T que se estenden ao longo de toda a súa lonxitude, o que permite montar compoñentes sen necesidade de ferramentas. Grazas aos seus bordes abertos, as porcas ou parafusos en T poden deslizarse directamente onde sexa necesario. E cando se xiran 90 graos, os bordes recortados agarran firmemente os elementos de suxeición e manteñen todo no seu lugar. Algúns ensaios recentes amosan que este deseño ofrece unha resistencia aproximadamente un 40% mellor respecto ao peso en comparación con opcións de acero soldado convencionais. Este tipo de rendemento marca unha gran diferenza en moitas aplicacións industriais.
As estruturas industriais construídas con tamaños de ranura estándar e perfís extrudidos ofrecen posibilidades case illimitadas de reorganización. Tomemos por exemplo os sistemas T-slot, que funcionan de forma diferente aos marcos tradicionais soldados porque os traballadores non necesitan desmontar todo cando fan cambios. Poden axustar anchuras, alturas, mover compoñentes onde sexa necesario. O persoal da fábrica simplemente desliza as pezas á súa posición en vez de cortar metal ou agardar a que as soldaduras se enfríen. As economías de tempo tamén son impresionantes. A maioría dos responsables de planta informan de que poden cambiar as posicións dos sensores, trasladar paneis de control ou instalar novos soportes en minutos. Algúns centros viron reducidos os seus custos de redeseño de postos de traballo entre un 50 e un 70 por cento, especialmente onde as liñas de produción xestionan múltiples variacións de produtos ao mesmo tempo.
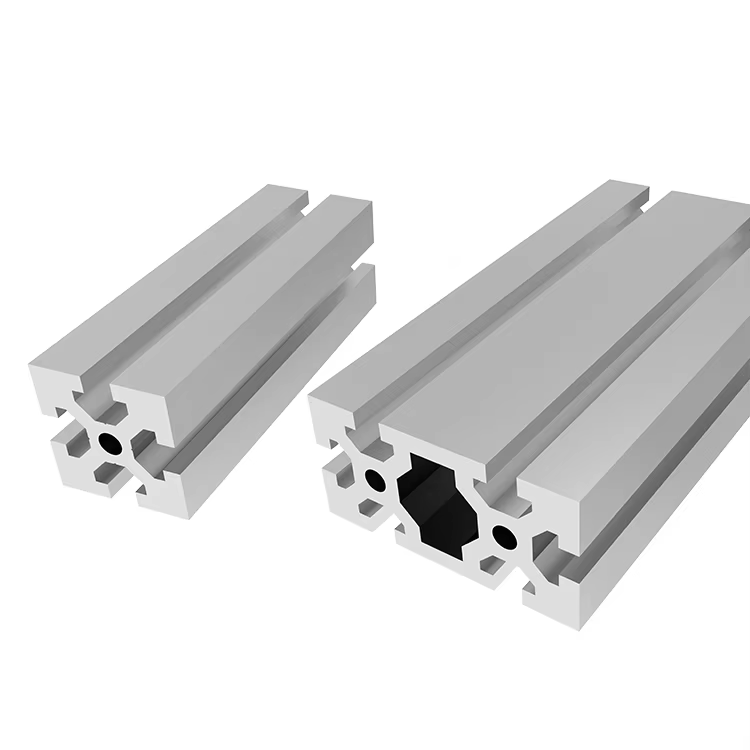
O deseño xeométrico do perfil optimiza o rendemento mecánico mediante:
Estas características permiten que os marcos con ranura T resistan momentos de flexión ata 1.200 N·m mentres manteñen tolerancias de aliñamento dentro de ±0,5 mm, o que os fai adecuados para equipos de automatización de precisión.
Os perfís de aluminio con ranura T son case imprescindibles nas configuracións actuais de automatización industrial. As ranuras destes perfís permiten aos traballadores montar elementos como protectores de máquinas, estruturas para robots e soportes para transportadores sen necesidade de ferramentas. En comparación coa soldadura, os sistemas de ranura T non xeran problemas de deformación por calor e manteñen o aliñamento dentro dunha media milímetro por metro. Isto é moi importante cando se instalan compoñentes delicados, como guías lineais ou sistemas de cámara para verificacións de calidade. Segundo informan os fabricantes, cambiar a estruturas modulares reduce o tempo de montaxe entre un terzo e case a metade en comparación cos métodos tradicionais de soldadura. Isto significa que as fábricas poden poñer en funcionamento as súas liñas de produción moito máis rápido ca antes.
Os perfís T slot converteronse nunha solución habitual para os fabricantes que desexan construír postos de traballo adaptados a requisitos específicos. Estes perfís facilitan moito a instalación de elementos como portaferramentas, brazos axustables para monitores (que hoxe en día todos necesitan) e superficies ESD colocadas exactamente onde deben estar. Segundo un estudo recente do Material Handling Institute de 2023, as empresas que pasaron a estruturas modulares de aluminio reduciron aproximadamente un 62% os seus custos de redeseño de postos de traballo. A razón principal? Podían reutilizar compoñentes dun proxecto a outro en vez de comezar desde cero cada vez.
Un fornecedor automotriz de América do Norte implementou recentemente perfís T slot para crear células de soldadura robóticas reconfigurables. O sistema permitiu aos enxeñeiros:
Este enfoque reduciu os custos de reconfiguración das celdas en 210.000 $ anuais en comparación cos sistemas de acero fixos.
Os fabricantes avanzados combinan agora estruturas con ranura T con conectores habilitados para IoT e simulacións de distribución impulsadas por IA. As innovacións recentes inclúen:
Estes desenvolvementos apoian as iniciativas da Industria 4.0 que requiren modificacións en tempo real do equipo sen interrupcións na produción.
Os parafusos e porcas T son case imprescindibles ao traballar con perfís de ranura T, xa que permiten colocar as pezas exactamente onde se necesitan sen debilitar a estrutura. Eses canles en forma de T acollen porcas T estándar M6 ou M8 que se desprazan suavemente ao longo da extrusión ata seren aseguradas con parafusos hexagonais. O que fai que este sistema sexa tan útil é que as pezas poden moverse en fraccións de milímetro e, aínda así, manter un agarre forte de entre 2.500 e 3.500 Newtons de forza de aprixe en cada punto de conexión. Ese nivel de agarre é moi importante para máquinas que soportan vibracións durante todo o día. A maioría dos instaladores experimentados dirían a calquera que pregunte que apertar eses parafusos ata aproximadamente o 80% da súa capacidade (normalmente entre 8 e 10 Newton metro) axuda a evitar danos nas roscas de aluminio co tempo.
Os conectores internos crean esas xuntas ocultas no interior da cavidade do perfil, converténdoos en boas opcións cando se traballa en equipos para salas limpas ou en calquera aplicación onde sexa importante dispor de superficies exteriores lisas. Para montaxes temporais, porén, os soportes externos aceleran moito o proceso de instalación, ata dous ou tres veces máis rápido, e poden soportar uns 450 kg cada un. Algúns ensaios recentes en situacións reais indicaron que o uso de sistemas internos reduce os erros de montaxe nun 37 % aproximadamente ao tratar con estruturas complexas. E falando das opcións externas, estas permiten axustes case totalmente sen ferramentas despois de montar todo, algo así como un 92 % segundo as medicións obtidas. É comprensible por que moitos profesionais prefiran unha ou outra opción dependendo das súas necesidades específicas.
Os últimos conectores de came cargados por resorte xunto con mecanismos de peche por palanca poden conectar módulos en menos de trinta segundos nas liñas de produción. O máis impresionante é que soportan aproximadamente o 85 por cento do que conseguen os parafusos tradicionais, pero sen todas esas pezas soltas espalladas por todos lados. Isto supón unha gran diferenza nos talleres de prototipos automotrices onde os enxeñeiros teñen que desmontar e volver montar as cousas varias veces cada día. Os responsables de chanzos industriais de toda a industria tamén notaron algo: cambiar a estes sistemas estandarizados de conexión rápida reduce as horas de man de obra case en dúas terceiras partes en comparación cos métodos tradicionais de suxeición. Algúns centros viron reducidos drásticamente os seus tempos de configuración tras facer a transición o ano pasado.
As unións por fricción funcionan mellor cando se aplica presión constante, polo que son ideais en situacións nas que as cargas non cambian moito. Estas unións poden manterse dentro dun rango de 0,05 a 0,12 milímetros incluso baixo tensións inferiores a 500 newtons por metro cadrado. Por outro lado, os deseños baseados na forza de reacción fan algo diferente ao redirixiren activamente as forzas a través da súa forma e do xeito en que se axustan. Este enfoque proporciona unha resistencia ao impacto aproximadamente 3,8 veces mellor, o cal é moi importante para elementos como brazos robóticos que necesitan cambiar de dirección de xeito repentino durante operacións de recolleita e colocación. Analizando instalacións reais, a maioría dos expertos en automatización (arredor do 89%) tenden a escoller solucións híbridas que combinen ambos os enfoques cando traballan en partes do sistema onde as cargas son máis relevantes. Ten sentido, xa que ningún método único funciona perfectamente en todos os escenarios.
Os estudos amosan que os sistemas de perfís con ranura en T poden reducir o tempo de montaxe entre un 30 % e case a metade en comparación cos estruturas soldadas tradicionais. O que fai que estes sistemas sexan tan eficientes é o seu enfoque de montaxe con parafusos, que elimina a necesidade de soldadura, lixado e contratación de man de obra especializada. Ademais, todo se pode desmontar completamente para reutilizalo posteriormente. Os fabricantes valoren moito esta flexibilidade porque reduce o desperdicio de materiais. Segundo enquisas recentes, arredor de dous terzos das empresas reutilizaron as súas pezas de ranura en T en tres proxectos ou máis, mentres que só unha de cada oito conseguiu resultados semellantes con estruturas soldadas.
O proceso de montaxe en frío evita a deformación causada polas temperaturas do arco de soldadura (moitas veces superiores a 1.500 °C). Os perfís extruídos manteñen unha tolerancia de rectitude de ±0,2 mm/m, asegurando un posicionamento preciso dos compoñentes en aplicacións de robótica e metroloxía. Ao contrario que as xuntas soldadas, que requiren mecanizado despois da fabricación, os canles T-slot sirven como guías integradas de aliñamento.
Os deseños de fabricación adaptativos benefícianse do axuste sen ferramentas dos perfís T-slot. As instalacións informan dunha reconfiguración de liña até un 90 % máis rápida cando se usan estruturas modulares en comparación con estruturas soldadas permanentes. A flexibilidade do sistema apoia as necesidades crecentes de automatización: os puntos de montaxe poden ser relocados en menos de cinco minutos sen comprometer a integridade estrutural.
Ao analizar o grao de rigidez dun perfil T-slot, resulta que a xeometría importa máis ca só o material empregado. O momento de inercia da sección, ou valor I como llo chaman os enxeñeiros, indica basicamente o ben que resiste un obxecto ás forzas de flexión. Despois está a constante de torsión J, que mide a cantidade de retorcemento que ocorre cando se aplica un par. Tomemos por exemplo dous perfís estándar de 45x45 mm; poden parecer idénticos desde fóra, pero a súa rigidez real podería variar arredor dun 30% dependendo do que ocorra no interior das súas paredes. De acordo con guías de deseño recentes dos fabricantes que traballan con perfís T-slot de aluminio desde 2024, engadir nervios nas paredes interiores supón unha diferenza real. Estas seccións reforzadas aumentan os valores I importantes case ata o dobre en comparación cos perfís baleiros comúns sen estruturas internas de soporte.
as ligazóns de aluminio 6060-T6 e 6105 dominan os sistemas industriais T-slot, ofrecendo resistencias á tracción entre 160–240 MPa. Mentres que o 6105 proporciona unha resistencia ao escoamento un 12% maior que o 6060, aumenta o peso nun 8% por metro lineal. As aplicacións que requiren reconfiguración frecuente priorizan a miúdo as ligazóns 6063-T5, que equilibran usinabilidade (dureza de 85 HB) e densidade (2,7 g/cm³).
Use as ecuacións de viga de Euler-Bernoulli para cálculos de carga estática:
Flexión = (5 * Carga * Lonxitude³) / (384 * E * I)
Onde E = 69 GPa (módulo do aluminio). Para brazos robóticos dinámicos que producen cargas cíclicas de 150 N, a flexión non debería superar 1/500 da lonxitude do van para manter a precisión posicional.
Os marcos de automatización industrial requiren factores mínimos de seguridade de 3:1 para cargas verticais e 4:1 para seccións en voladizo. O equipo médico crítico que utiliza ranuras en T adoita implementar márgenes de 5:1, reducindo a tensión admisible a 80 MPa para extrusións 6061-T6.
As técnicas de extrusión de pared delgada conseguen agora unha redución de peso do 22% mentres manteñen capacidades de carga equivalentes mediante seccións transversais en forma de I optimizadas. As extrusións 6005-T5 con revestimento en pó mostran unha relación resistencia-peso un 17% mellor que as aleacións estándar, o que as converte en ideais para sistemas de montaxe de robótica colaborativa que requiren unha densidade linear inferior a 3 kg/m.





