
A T-szelvényprofilok hasznosságát a gondosan kialakított hornyok és az alumínium extrudálás speciális alakja határozza meg. A 6061-es alumíniumötvözetből készülnek, és jellegzetes T-alakú csatornák húzódnak végig teljes hosszukon, amelyek lehetővé teszik alkatrészek szerelését szerszám nélkül. Nyitott élekkel rendelkeznek, így a T-alakú anyák vagy csavarok egyszerűen becsúsztathatók a szükséges helyre. Amikor ezeket a rögzítőelemeket 90 fokkal elforgatják, az alulmarás élek biztonságosan megragadják őket, és minden elemet a helyén tartanak. Néhány friss teszt azt mutatja, hogy ez a konstrukció körülbelül 40%-kal jobb szilárdságot nyújt tömeghez képest, mint a hagyományos hegesztett acél megoldások. Ilyen teljesítmény jelentős különbséget jelent számos ipari alkalmazásban.
A szabványos horonyszerkezetekkel és sajtolással készült profilokkal épített ipari szerkezetek majdnem korlátlan átalakítási lehetőségeket kínálnak. Vegyük például a T-horony rendszereket, amelyek másképp működnek a hagyományos hegesztett vázas megoldásokhoz képest, mivel a dolgozóknak nem kell minden elemet szétszedniük változtatások esetén. Szélességet, magasságot állíthatnak, és szükség szerint áthelyezhetik az alkatrészeket. A gyári személyzet egyszerűen csak becsúsztatja a részeket a helyükre, anélkül hogy fémeket kellene vágniuk vagy arra várniuk, hogy a hegesztések lehűljenek. Az időmegtakarítás is lenyűgöző. A legtöbb üzemvezető jelentése szerint érzékelők pozícióját, irányítópanel elhelyezését vagy új tartóelemek felszerelését néhány percen belül el tudják végezni. Egyes létesítményeknél az állványok újratervezésével kapcsolatos költségek 50–70 százalékkal csökkentek, különösen ott, ahol a termelési vonalak egyszerre több termékvariáns kezelésére is alkalmasak.
A profil geometriai kialakítása optimalizálja a mechanikai teljesítményt a következők révén:
Ezek a jellemzők lehetővé teszik a T-hornyú vázaszerkezetek számára, hogy akár 1200 N·m-ig terjedő hajlítónyomatékot is elviseljenek, miközben a helyzetpontossági tűrések ±0,5 mm-en belül maradnak, így ideálisak pontossági automatizálási berendezésekhez.
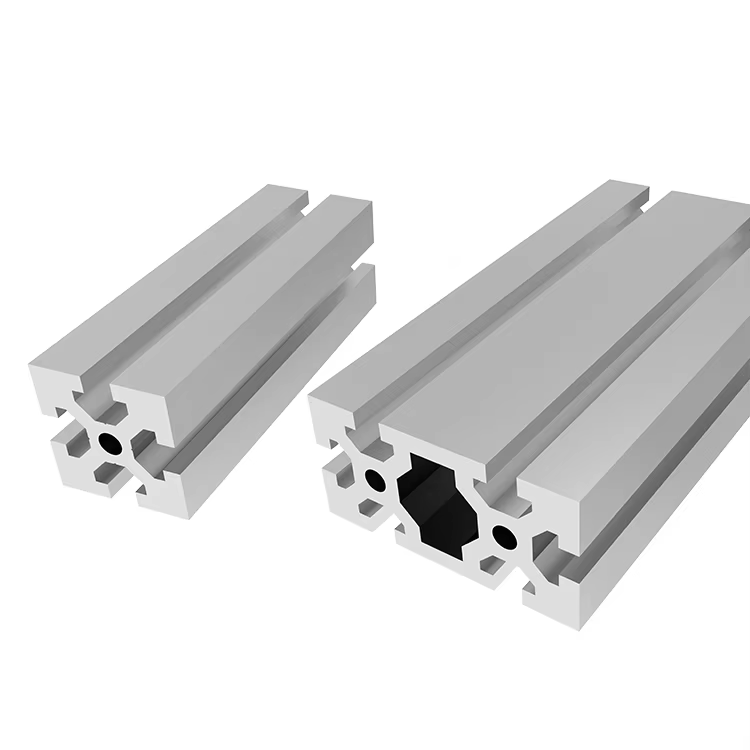
A T horonynak köszönhető alumíniumprofilok szinte elengedhetetlenek a mai ipari automatizálási kialakításokban. Ezekben a profilokban található horony lehetővé teszi a dolgozók számára, hogy olyan elemeket szereljenek össze, mint gépvédők, robotkeretek és szállítószalag-tartók, eszközök nélkül. A hegesztéssel összevetve a T horonys rendszerek nem okoznak hő okozta torzulást, és az igazítás pontossága körülbelül fél milliméter méterenként. Ez különösen fontos, amikor érzékeny alkatrészeket, például lineáris vezetékeket vagy minőségellenőrzéshez használt kamerarendszereket szerelnek fel. A gyártók által közölt adatok alapján a moduláris keretrendszerre való áttérés az összesítési időt a hagyományos hegesztési módszerekhez képest valahol egyharmaddal és majdnem felével csökkenti. Ez azt jelenti, hogy a gyárak sokkal gyorsabban üzemeltethetik be termelési vonalaikat, mint korábban.
A T-rendszerek mára elengedhetetlen megoldássá váltak azok számára, akik olyan munkaállomásokat szeretnének építeni, amelyek pontosan illeszkednek a feladatokhoz. Ezek a profilok jelentősen megkönnyítik különféle elemek rögzítését, mint például eszköztartók, manapság elengedhetetlen állítható monitorkarok, valamint ESD-felületek, amelyek pontosan oda helyezhetők, ahol szükség van rájuk. A Material Handling Institute 2023-as tanulmánya szerint azok a vállalatok, amelyek áttértek a moduláris alumíniumkeret-rendszerekre, munkaállomásaik átalakítási költségeit körülbelül 62%-kal csökkentették. Ennek fő oka az, hogy az alkatrészeket egyszerűen újrahasznosítani tudták egyik projektből a másikba anélkül, hogy minden alkalommal nulláról kellett volna kezdeniük.
Egy észak-amerikai gépjárműgyártó beszállító nemrégiben T-profilokat alkalmazott újrakonfigurálható robotos hegesztőcellák létrehozásához. A rendszer lehetővé tette a mérnökök számára, hogy:
Ez a megközelítés évente 210 000 USD-tal csökkentette a cellák átalakításának költségeit a hagyományos acélplatformokhoz képest.
A fejlett gyártók jelenleg T-sínes vázszerkezeteket kombinálnak IoT-képes csatlakozókkal és mesterséges intelligencián alapuló elrendezési szimulációkkal. A legújabb innovációk közé tartoznak:
Ezek a fejlesztések az ipar 4.0 kezdeményezéseit támogatják, amelyek valós idejű berendezésmódosításokat igényelnek termelési leállás nélkül.
A T-alakú anyák és csavarok szinte elengedhetetlenek a T-profilos szerkezeteknél, mivel lehetővé teszik a pontos pozícionálást anélkül, hogy gyengítenék a szerkezetet. A T-alakú hornyokba M6-os vagy M8-as T-alakú anyák illeszthetők, amelyek simán mozgathatók az extrudált profilban, majd hatszögfejű csavarokkal rögzíthetők. Ennek a rendszernek az egyik legnagyobb előnye, hogy az alkatrészek akár törtrészével is eltolhatók milliméterben, miközben minden kapcsolódási ponton 2500 és 3500 Newton közötti siethúzó erőt képesek kifejteni. Ez az erő nagyon fontos olyan gépek esetében, amelyek egész nap rezgéseknek vannak kitéve. A tapasztalt szerelők általában azt javasolják, hogy a csavarokat kb. 80%-ra húzzák meg maximális terhelhetőségükhöz képest (ez általában 8 és 10 Newtonméter között van), így megelőzhető az alumínium menetek idővel bekövetkező sérülése.
A belső csatlakozók rejtett illesztéseket hoznak létre a profilüregen belül, így kiváló választást jelentenek tisztaszobai berendezések vagy bármilyen olyan alkalmazás esetén, ahol fontos a sima külső felület. Ideiglenes szereléseknél azonban a külső konzolok sokkal gyorsabbak, a telepítési időt körülbelül kétszer-háromszorosára csökkentik, és mindegyik körülbelül 450 kg teherbírású. A gyakorlatban végzett legutóbbi tesztek azt mutatták, hogy bonyolult vázszerkezetek építése során a belső rendszerek használata körülbelül 37%-kal csökkenti a szerelési hibákat. A külső megoldásokról elmondható, hogy majdnem teljes mértékben szerszám nélküli utólagos beállítást tesznek lehetővé, a mért adatok szerint körülbelül 92%-os mértékben. Nem meglepő tehát, hogy a szakemberek sokszor az egyik vagy másik megoldást részesítik előnyben, attól függően, milyen konkrét igényeik vannak.
A legújabb rugós reteszelődugók, valamint a karreteszelő mechanizmusok lehetővé teszik a modulok csatlakoztatását harminc másodpercen belül a gyártósorokon. Ami igazán lenyűgöző, hogy körülbelül 85 százalékát bírják el annak, amit a hagyományos csavarok, ráadásul anélkül, hogy mindenütt lazán heverő alkatrészek lennének. Ez óriási különbséget jelent az autóipari prototípusgyártó műhelyekben, ahol az mérnököknek naponta többször is szét kell szedniük és újra össze kell rakniuk a szerkezeteket. A gyártóüzemek vezetői is felfigyeltek erre: az áttérés ezekre a szabványos gyorscsatlakozó rendszerekre a munkaórák közel kétharmadával történő csökkentéséhez vezetett a hagyományos rögzítési módszerekhez képest. Néhány üzemben az átállás utáni beállítási idő drasztikusan lecsökkent tavaly.
A súrlódási csatlakozások akkor működnek a legjobban, ha állandó nyomás hat rájuk, így kiválóan alkalmasak olyan helyzetekre, ahol a terhelés nem változik sokat. Ezek a csatlakozások akár 0,05 és 0,12 milliméteres tartományon belül is megtarthatók, még akkor is, ha az igénybevétel 500 newton négyzetméter alatt van. Másrészről a reakcióerő-alapú tervezés mást tesz: a formájukon és illeszkedésükön keresztül ténylegesen átirányítják az erőket. Ez a megközelítés körülbelül 3,8-szer jobb ütésállóságot biztosít, ami különösen fontos például a robotkaroknál, amelyeknek hirtelen meg kell változtatniuk az irányukat a fogási és helyezési műveletek során. A gyakorlatban végrehajtott telepítéseket tekintve a szakértők többsége (kb. 89%) hibrid megoldások mellett dönt, amelyek mindkét módszert kombinálják abban a rendszer részben, ahol a terhelés a legfontosabb. Ez értelmes is, hiszen egyetlen módszer sem működik tökéletesen minden helyzetben.
Tanulmányok szerint a T-profilos rendszerek az összeszerelési időt akár 30%-kal, sőt közel 50%-kal is csökkenthetik a hagyományos hegesztett vázas megoldásokhoz képest. Ezen rendszerek hatékonyságát az adja, hogy csavarkötéssel állnak össze, így elmarad a hegesztés, a csiszolás és speciális munkaerő alkalmazása. Emellett minden elem teljesen szétszedhető, későbbi újrahasznosítás céljából. A gyártók ezt az alakíthatóságot nagyra értékelik, mivel csökkenti az anyagpazarlást. Legutóbbi felmérések szerint a vállalatok körülbelül kétharmada ugyanazokat a T-profilos alkatrészeket már három vagy több különböző projektben is újrahasznosította, míg a hegesztett vázas megoldásoknál csak kb. nyolcaduk ért el hasonló eredményt.
A hideg összeszerelési eljárás megakadályozza a hegesztési ív hőmérséklete (gyakran meghaladja a 1500 °C-ot) által okozott torzulást. Az extrudált profilok ±0,2 mm/menes egyenes vonallósági tűrését tartják fenn, így biztosítva a pontos alkatrészpozícionálást robotikai és mérési alkalmazásokhoz. A hegesztett kötésektől eltérően, amelyek a gyártás utáni megmunkálást igénylik, a T-rendszerek beépített igazítási útmutatóként szolgálnak.
Az adaptív gyártási elrendezések profitálnak a T-profilok szerszám nélküli állíthatóságából. A létesítmények 90%-kal gyorsabb sorújra konfigurálásról számolnak be moduláris keretek használata esetén az állandó hegesztett szerkezetekhez képest. A rendszer rugalmassága támogatja a fejlődő automatizálási igényeket – a rögzítési pontokat öt percen belül át lehet helyezni anélkül, hogy a szerkezeti integritás sérülne.
Amikor egy T-sínes profil merevségét vizsgáljuk, kiderül, hogy a geometria fontosabb szerepet játszik, mint maga az anyag. A másodrendű nyomaték, amit a mérnökök I-értékként ismernek, alapvetően azt mutatja meg, mennyire ellenálló valami a hajlítóerőkkel szemben. Ezen felül ott van a csavarásra jellemző J állandó, amely azt méri, mennyire torzul el a profil, ha forgatónyomaték hat rá. Vegyünk például két szabványos 45x45 mm-es profilt: külsőleg teljesen azonosnak tűnhetnek, de a tényleges merevségük akár körülbelül 30%-kal is eltérhet attól függően, mi történik a falak belsejében. A gyártók 2024 óta megjelent tervezési útmutatói szerint az alumínium T-sínes profilok belső falába épített bordák valós különbséget jelentenek. Ezek a megerősített szakaszok majdnem 50%-kal növelik az I-értéket a hagyományos üreges profilokhoz képest, amelyek nem rendelkeznek belső tartószerkezettel.
a 6060-T6 és a 6105 alumíniumötvözetek dominálnak az ipari T-rendszerekben, 160–240 MPa közötti szakítószilárdságot nyújtva. Míg a 6105 12%-kal nagyobb folyáshatárt biztosít, mint a 6060, lineáris méterenként 8%-kal növeli a súlyt. A gyakori átkonfigurálást igénylő alkalmazások gyakran a 6063-T5 ötvözeteket részesítik előnyben, amelyek kiegyensúlyozzák a megmunkálhatóságot (85 HB keménység) és a sűrűséget (2,7 g/cm³).
Használja az Euler-Bernoulli tartóegyenleteket statikus terhelés kiszámításához:
Eltorzulás = (5 * Terhelés * Hossz³) / (384 * E * I)
Ahol E = 69 GPa (az alumínium modulusza). Dinamikus robotkarok esetén, amelyek 150 N ciklikus terhelést fejtenek ki, a lehajlás nem haladhatja meg az átívelés hosszának 1/500-ad részét, hogy fenntartsa a pozícionálási pontosságot.
Az ipari automatizálási kereteknek minimális biztonsági tényezőt kell biztosítaniuk, amely függőleges terheléseknél 3:1, konzolos szakaszoknál pedig 4:1. A T-rendszert használó kritikus orvosi berendezések gyakran 5:1-es tartalékkal dolgoznak, így csökkentve a megengedett feszültséget 6061-T6 profilok esetén 80 MPa-ra.
A vékonyfalú extrudálási technikák jelenleg 22%-os tömegcsökkentést érnek el az optimalizált I-alakú keresztmetszeteknek köszönhetően, miközben megtartják az eredeti teherbírást. A porfestékkel bevont 6005-T5 extrudált profilok 17%-kal jobb szilárdság-súly arányt mutatnak a szabványos ötvözetekhez képest, így ideális választást jelentenek olyan kollaboratív robot szerelési rendszerekhez, amelyeknél a lineáris sűrűség <3 kg/m.






