
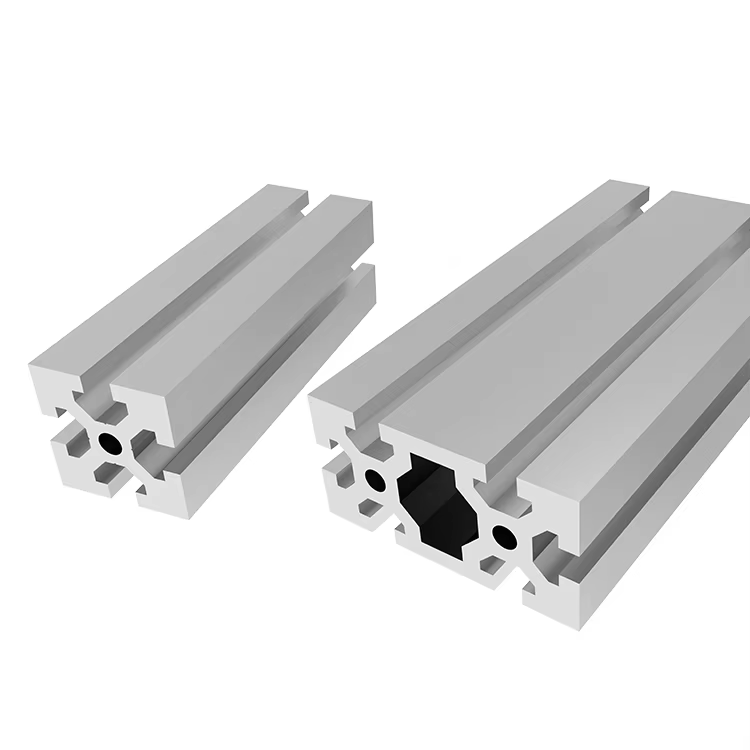
I profili con scanalatura a T derivano la loro utilità dalle scanalature attentamente realizzate e dalla forma specifica dell'estruso in alluminio. Realizzati in lega di alluminio 6061, presentano caratteristici canali a forma di T che si estendono per tutta la lunghezza, consentendo il montaggio di componenti senza necessità di attrezzi. Grazie ai bordi aperti, dadi a T o bulloni possono essere semplicemente fatti scorrere nella posizione desiderata. Quando questi elementi di fissaggio vengono ruotati di 90 gradi, i bordi arretrati li bloccano saldamente, mantenendo tutto in posizione. Alcuni test recenti mostrano che questa progettazione offre circa il 40% di resistenza superiore per peso rispetto alle comuni alternative in acciaio saldato. Questo livello di prestazioni fa una grande differenza in numerose applicazioni industriali.
Le strutture industriali costruite con dimensioni di scanalature standard e profili estrusi offrono quasi infinite possibilità di riorganizzazione. Prendiamo ad esempio i sistemi a T-slot: funzionano in modo diverso dai telai tradizionali saldati perché gli operatori non devono smontare completamente l'intera struttura per apportare modifiche. Possono regolare larghezze, altezze e spostare componenti dove necessario. Il personale di fabbrica posiziona letteralmente le parti scorrendole al loro posto, invece di tagliare metalli o attendere il raffreddamento delle saldature. Anche i risparmi di tempo sono notevoli. La maggior parte dei responsabili di stabilimento riferisce di poter spostare sensori, riposizionare pannelli di controllo o installare nuovi supporti in pochi minuti. Alcune strutture hanno registrato una riduzione dei costi di riprogettazione dei posti di lavoro compresa tra il 50 e il 70 percento, soprattutto nei casi in cui le linee produttive gestiscono contemporaneamente diverse varianti di prodotto.
La progettazione geometrica del profilo ottimizza le prestazioni meccaniche attraverso:
Queste caratteristiche permettono ai telai con profili a T-slot di resistere a momenti flettenti fino a 1.200 N·m mantenendo tolleranze di allineamento entro ±0,5 mm, rendendoli adatti per apparecchiature di automazione di precisione.
I profili in alluminio con scanalatura a T sono praticamente essenziali nelle odierne configurazioni di automazione industriale. Le scanalature in questi profili permettono ai tecnici di assemblare elementi come protezioni per macchinari, telai per robot e supporti per nastri trasportatori senza l'uso di attrezzi. Rispetto alla saldatura, i sistemi a T non generano problemi di deformazione termica e mantengono l'allineamento entro circa mezzo millimetro per metro. Questo è molto importante durante l'installazione di componenti delicati come guide lineari o sistemi di telecamere per controlli qualità. Secondo quanto riportato dai produttori, il passaggio a strutture modulari riduce il tempo di montaggio tra un terzo e quasi la metà rispetto ai tradizionali metodi di saldatura. Ciò significa che le fabbriche possono rendere operative le loro linee produttive molto più rapidamente rispetto al passato.
I profili con scanalatura a T sono diventati una soluzione privilegiata per i produttori che desiderano realizzare postazioni di lavoro adatte a specifiche esigenze operative. Questi profili semplificano notevolmente il fissaggio di elementi come porta-attrezzi, bracci regolabili per monitor – oggi indispensabili – e superfici ESD posizionate esattamente dove devono essere. Secondo uno studio recente dell'Istituto per la Movimentazione dei Materiali del 2023, le aziende che hanno adottato telai modulari in alluminio hanno ridotto del 62% circa i costi di riprogettazione delle postazioni di lavoro. Il motivo principale? La possibilità di riutilizzare i componenti da un progetto all'altro, invece di ricominciare ogni volta da zero.
Un fornitore automobilistico nordamericano ha recentemente utilizzato profili a T per creare celle di saldatura robotizzate riorganizzabili. Il sistema ha permesso agli ingegneri di:
Questo approccio ha ridotto annualmente i costi di riconfigurazione delle celle di 210.000 dollari rispetto alle piattaforme in acciaio fisse.
I produttori avanzati combinano attualmente telai con scanalature T con connettori abilitati IoT e simulazioni di layout guidate da intelligenza artificiale. Le innovazioni recenti includono:
Questi sviluppi supportano le iniziative Industry 4.0, che richiedono modifiche in tempo reale dell'equipaggiamento senza interruzioni della produzione.
I dadi a T e i bulloni sono praticamente essenziali quando si lavora con profili a T-slot, poiché permettono di posizionare le componenti esattamente dove necessario senza indebolire la struttura. Quei canali a forma di T accolgono normali dadi a T M6 o M8 che scorrono agevolmente lungo l'estrusione fino a essere fissati con bulloni esagonali. Ciò che rende questo sistema così utile è che le parti possono essere spostate anche di frazioni di millimetro pur mantenendo una tenuta solida, con una forza di serraggio compresa tra 2.500 e 3.500 Newton per ogni punto di connessione. Una tale resistenza è fondamentale per macchine soggette a vibrazioni continue durante tutta la giornata. La maggior parte degli installatori esperti consiglia a chiunque chieda di serrare i bulloni al circa all'80% della loro capacità (solitamente tra 8 e 10 Newton metri), in modo da evitare danni ai filetti in alluminio nel tempo.
I connettori interni creano questi giunti nascosti all'interno della cavità del profilo, rendendoli scelte ideali quando si lavora a equipaggiamenti per ambienti puliti o a qualsiasi applicazione in cui siano importanti superfici esterne lisce. Per installazioni temporanee, tuttavia, le staffe esterne accelerano notevolmente il montaggio, arrivando a essere circa due o tre volte più veloci, e possono sostenere ciascuna circa 450 kg. Alcuni test recenti effettuati in situazioni reali hanno indicato che l'uso di sistemi interni riduce gli errori di assemblaggio di circa il 37% quando si trattano strutture complesse. Parlando invece di opzioni esterne, queste permettono regolazioni praticamente prive di strumenti dopo il completamento del montaggio, circa il 92% secondo quanto misurato. È chiaro perché molti professionisti preferiscano l'una o l'altra soluzione a seconda delle loro esigenze specifiche.
Gli ultimi connettori a camma a molla, insieme ai meccanismi di bloccaggio a leva, permettono di collegare i moduli in meno di trenta secondi direttamente sulle linee di produzione. Ciò che è davvero impressionante è che resistono circa all'85 percento del carico gestito dai bulloni tradizionali, ma senza tutti quei componenti sciolti sparsi ovunque. Questo fa una grande differenza nei laboratori di prototipazione automobilistica, dove gli ingegneri devono smontare e rimontare più volte al giorno gli stessi componenti. I responsabili di produzione in tutta l'industria hanno notato anche un altro aspetto: passare a questi sistemi standardizzati di collegamento rapido riduce le ore di lavoro di quasi due terzi rispetto ai metodi di fissaggio tradizionali. Alcuni stabilimenti hanno registrato un calo drastico dei tempi di allestimento dopo aver effettuato il passaggio lo scorso anno.
I giunti a frizione funzionano meglio quando viene applicata una pressione costante, risultando ideali in situazioni in cui i carichi non variano molto. Questi giunti possono mantenere una tolleranza compresa tra 0,05 e 0,12 millimetri anche sotto sollecitazioni inferiori a 500 Newton per metro quadrato. D'altro canto, i design basati sulle forze di reazione agiscono diversamente, deviando effettivamente le forze attraverso la loro forma e il modo in cui si assemblano. Questo approccio offre una resistenza agli urti circa 3,8 volte migliore, elemento particolarmente importante per applicazioni come bracci robotici che devono cambiare direzione improvvisamente durante operazioni di prelievo e posizionamento. Analizzando installazioni reali, la maggior parte degli esperti di automazione (circa l'89%) tende a optare per soluzioni ibride che combinano entrambi gli approcci, specialmente nelle parti del sistema dove i carichi sono più rilevanti. Ha senso, dato che nessun singolo metodo funziona perfettamente in tutti gli scenari.
Gli studi mostrano che i sistemi con profili a T-slot possono ridurre i tempi di assemblaggio dal 30% fino quasi alla metà rispetto ai telai tradizionali saldati. Ciò che rende questi sistemi così efficienti è l'approccio a bullonatura, che elimina la necessità di saldature, lavorazioni di levigatura e l'assunzione di manodopera specializzata. Inoltre, tutti i componenti possono essere completamente smontati per un successivo riutilizzo. I produttori apprezzano questa flessibilità perché riduce gli sprechi di materiale. Secondo recenti sondaggi, circa i due terzi delle aziende hanno riutilizzato i loro componenti a T-slot in almeno tre progetti diversi, mentre solo circa uno su otto ha ottenuto risultati simili con telai saldati.
Il processo di assemblaggio a freddo evita le deformazioni causate dalle temperature dell'arco di saldatura (spesso superiori a 1.500 °C). I profili estrusi mantengono una tolleranza di rettilineità di ±0,2 mm/m, garantendo un posizionamento preciso dei componenti per applicazioni robotiche e di metrologia. A differenza dei giunti saldati che richiedono lavorazioni successive alla fabbricazione, i canali con fessura a T fungono da guide integrate per l'allineamento.
Le configurazioni produttive adattive traggono vantaggio dalla regolazione senza utensili dei profili a T-slot. Gli impianti segnalano una riorganizzazione delle linee fino al 90% più rapida utilizzando strutture modulari rispetto a strutture saldate permanenti. La flessibilità del sistema supporta le esigenze evolutive di automazione: i punti di montaggio possono essere spostati in meno di cinque minuti senza compromettere l'integrità strutturale.
Quando si analizza la rigidità di un profilo a T-slot, si scopre che la geometria è più importante rispetto al solo materiale utilizzato. Il momento d'inerzia di area, o valore I come viene chiamato dagli ingegneri, indica fondamentalmente quanto bene un elemento resiste alle forze flettenti. Esiste poi la costante torsionale J, che misura quanto si verifica una torsione quando viene applicata una coppia. Prendiamo ad esempio due profili standard 45x45 mm: potrebbero apparire identici esternamente, ma la loro rigidità effettiva potrebbe variare di circa il 30% a seconda della struttura interna delle pareti. Secondo le più recenti linee guida di progettazione dei produttori che lavorano con profili a T-slot in alluminio dal 2024, l'aggiunta di nervature sulle pareti interne fa una reale differenza. Queste sezioni rinforzate aumentano i valori I importanti di quasi la metà rispetto ai comuni profili cavi privi di strutture di supporto interne.
le leghe di alluminio 6060-T6 e 6105 dominano i sistemi industriali con profili a T, offrendo resistenze a trazione comprese tra 160–240 MPa. Mentre la 6105 offre un limite di snervamento superiore del 12% rispetto alla 6060, aumenta il peso dell'8% per metro lineare. Le applicazioni che richiedono frequenti riconfigurazioni prediligono spesso le leghe 6063-T5, che bilanciano lavorabilità (durezza 85 HB) e densità (2,7 g/cm³).
Utilizzare le equazioni della trave di Euler-Bernoulli per i calcoli di carico statico:
Deflessione = (5 * Carico * Lunghezza³) / (384 * E * I)
Dove E = 69 GPa (modulo elastico dell'alluminio). Per bracci robotici dinamici soggetti a carichi ciclici di 150 N, la freccia non dovrebbe superare 1/500 della lunghezza della campata per mantenere l'accuratezza posizionale.
I telai di automazione industriale richiedono fattori di sicurezza minimi di 3:1 per i carichi verticali e 4:1 per le sezioni a sbalzo. L'equipaggiamento medico critico che utilizza scanalature a T implementa spesso margini del 5:1, riducendo la tensione ammissibile a 80 MPa per estrusi in 6061-T6.
Le tecniche di estrusione a parete sottile attualmente raggiungono una riduzione del peso del 22% mantenendo capacità di carico equivalenti grazie a sezioni trasversali a trave I ottimizzate. Gli estrusi in 6005-T5 con rivestimento a polvere mostrano un rapporto resistenza-peso del 17% migliore rispetto alle leghe standard, risultando ideali per sistemi di montaggio di robot collaborativi che richiedono una densità lineare inferiore a 3 kg/m.






