

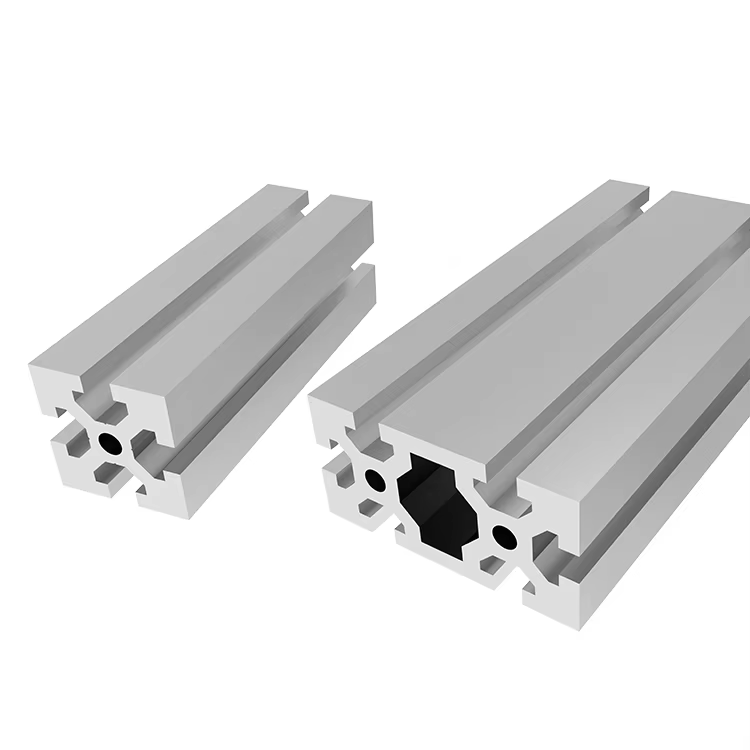
T-профилите дължат своята полезност на прецизно изработените пазове и специфичната форма на алуминиевата екструзия. Изработени от алуминиев сплав 6061, те имат характерни T-образни канали, простиращи се по цялата дължина, което позволява монтирането на компоненти без нужда от инструменти. Благодарение на отворените ръбове, Т-ниповете или болтовете лесно се плъзват в желаното положение. Когато тези фиксатори се завъртят на 90 градуса, подрязаните ръбове ги здраво задържат и устойчиво фиксират всичко на мястото му. Някои скорошни тестове показват, че този дизайн осигурява около 40% по-добра якост при същото тегло в сравнение с обикновените заварени стоманени решения. Такава производителност прави голяма разлика в много промишлени приложения.
Индустриални конструкции, изградени със стандартни размери на пазове и екструдирани профили, предлагат почти неограничени възможности за преустройство. Вземете например системите с Т-образни пазове – те работят по различен начин в сравнение с традиционните заварени рамки, защото работниците нямат нужда да разглобяват всичко при промени. Те могат да регулират ширини, височини, да местят компоненти навсякъде, където е необходимо. Персоналът във фабриката буквално плъзга частите на място, вместо да реже метал или да чака заварките да изстинат. Спестяването на време също е впечатляващо. Повечето мениджъри на производствени цехове съобщават, че могат да променят позициите на сензорите, да преместят командни табла или да инсталират нови подпорни скоби за минути. Някои обекти са отчели намаляване на разходите за преустройство на работните места с между 50 и 70 процента, особено там, където производствените линии обработват множество продуктови варианти едновременно.
Геометричният дизайн на профила оптимизира механичните характеристики чрез:
Тези характеристики позволяват на T-образните рамки да издържат огъващи моменти до 1200 N·m, като запазват допуснатите отклонения в подравняването в рамките на ±0,5 mm, което ги прави подходящи за прецизни автоматизирани системи.
Алуминиевите профили с Т-образни пазове са практически задължителни в днешните индустриални автоматизирани системи. Пазовете в тези профили позволяват на работниците да сглобяват елементи като машинни огради, рамки за роботи и опори за транспортьори, без да се нуждаят от инструменти. В сравнение с заварката, системите с Т-паз не предизвикват топлинни деформации и осигуряват подравняване с точност около половин милиметър на метър. Това има голямо значение при монтажа на чувствителни компоненти като линейни насочващи или камерни системи за контрол на качеството. Според данни от производители, преходът към модулни рамки намалява времето за сглобяване с между една трета и почти половината в сравнение с традиционните заваръчни методи. Това означава, че фабриките могат много по-бързо да пуснат производствените си линии в експлоатация.
Профилите с T-образни пазове са станали предпочитано решение за производители, които искат да изграждат работни станции, отговарящи на конкретни работни изисквания. Тези профили значително улесняват монтирането на елементи като държатели за инструменти, регулируеми държатели за монитори, каквито всеки има нужда днес, както и ESD повърхности, разположени точно където трябва. Според скорошно проучване на Института по материалообработка от 2023 г., компаниите, преминали към модулни алуминиеви рамки, са намалили разходите си за преустройство на работните станции с около 62%. Основната причина? Могли са просто да преизползват компоненти от един проект в друг, вместо да започват наново всеки път.
Северноамерикански доставчик в автомобилната промишленост наскоро използва T-профили за създаване на преустройваеми роботизирани заваръчни клетки. Системата позволява на инженерите:
Този подход намали разходите за преустройство на клетки с 210 000 долара годишно в сравнение с фиксирани стоманени платформи.
Съвременните производители комбинират рамки с T-образни кантове с конектори, свързани към Интернета на нещата (IoT), и моделиране на компоновката, задвижвано от изкуствен интелект. Сред последните иновации са:
Тези разработки подпомагат инициативите за Индустрия 4.0, които изискват промени в реално време на оборудването без прекъсване на производството.
T-нупите и болтовете са почти задължителни при работа с T-профили, тъй като позволяват точното позициониране на елементи без да отслабват конструкцията. Тези Т-образни канали приемат стандартни М6 или М8 T-нупи, които се плъзгат гладко по екструзията, докато бъдат затегнати с шестограмени болтове. Онова, което прави тази система толкова полезна, е възможността елементите да се преместват с части от милиметър, като в същото време осигуряват здраво закрепване със стягаща сила между 2500 и 3500 нютона за всяка точка на свързване. Такава хватка е от решаващо значение за машини, които работят под вибрации през целия ден. Повечето опитни монтажисти ще кажат на всеки, който попита, че затягането на тези болтове до около 80% от максималната им възможност (обикновено между 8 и 10 нютон метра) помага да се предпазят алуминиевите нишки от повреди с течение на времето.
Вътрешните съединители създават скрити връзки в кухината на профила, което ги прави отличен избор при работа с оборудване за чисти стаи или всичко, при което е важно гладката външна повърхност. За временни конструкции обаче външните скоби ускоряват монтажа значително — всъщност два до три пъти по-бързо — и могат да издържат около 450 кг всяка. Някои скорошни тестове в реални условия показват, че използването на вътрешни системи намалява грешките при сглобяване с приблизително 37% при сложни рамкови конструкции. Ако говорим за външни решения, те позволяват почти напълно монтиране без инструменти след като всичко е сглобено — около 92%, според извършените измервания. Лесно е да се разбере защо много професионалисти предпочитат едно или друго, в зависимост от конкретните си нужди.
Най-новите пружинни кулисни съединители заедно с механизми с лостово заключване могат да свържат модулите за по-малко от тридесет секунди директно на производствени линии. Наистина впечатляващо е, че те издържат около 85 процента от това, което постигат традиционните болтове, но без всички тези разхвърляни части навсякъде. Това прави голяма разлика в прототипните автомобилни цехове, където инженерите трябва многократно всеки ден да разглобяват и сглобяват конструкции. Мениджъри на производствени площи в целия сектор също забелязват – преминаването към тези стандартизирани бързи съединения намалява трудовите часове почти с две трети в сравнение със старомодните методи за фиксиране. Някои заводи отбелязаха рязко намаляване на времето за настройка след прехода миналата година.
Фрикционните съединения работят най-добре при постоянно приложено налягане, което ги прави отличен избор за ситуации, при които натоварванията не се променят значително. Тези съединения могат да задържат в диапазон от 0,05 до 0,12 милиметра, дори когато са подложени на напрежения под 500 нютона на квадратен метър. От друга страна, конструкции с реактивни сили постигат различен ефект, като всъщност препращат силите чрез формата и начина на сглобяване. Този подход осигурява около 3,8 пъти по-добра устойчивост на удар, което е от решаващо значение за елементи като роботизирани ръце, които трябва внезапно да променят посоката си по време на операции по вземане и поставяне. При разглеждане на реални инсталации, повечето експерти по автоматизация (около 89%) обикновено избират хибридни решения, комбиниращи двата подхода, когато работят с части от системата, където натоварванията са от най-голямо значение. Това е логично, тъй като нито един отделен метод не работи перфектно във всички сценарии.
Проучвания показват, че системите с T-образен профил могат да съкратят времето за сглобяване с около 30% до почти половината в сравнение с традиционните заварени конструкции. Това, което прави тези системи толкова ефективни, е методът им за сглобяване с болтове, който премахва необходимостта от заваряване, шлифоване и наемане на специализирана работна ръка. Освен това всичко може напълно да се разглоби за последваща употреба. Производителите харесват тази гъвкавост, тъй като тя намалява отпадъците от материали. Според последни проучвания около две трети от компаниите са използвали повторно своите T-профили в три или повече проекта, докато само около една осма постигат подобни резултати с заварени рамки.
Процесът на студено сглобяване предотвратява деформации, причинени от температурите на заваръчната дъга (често над 1500°C). Екструдираните профили запазват толеранс за праволинейност ±0,2 mm/m, осигурявайки прецизно позициониране на компонентите за приложения в роботиката и метрологията. За разлика от заварените възли, изискващи механична обработка след производството, T-образните канали служат като вградени насочващи за подравняване.
Адаптивните производствени аранжировки извличат ползи от възможността за регулиране без инструменти на T-образните профили. Обекти отчитат 90% по-бързо преустройство на линиите при използване на модулни рамки в сравнение с постоянни заварени конструкции. Гъвкавостта на системата поддържа променящите се нужди за автоматизация — точките за монтиране могат да бъдат преместени за по-малко от пет минути, без да се компрометира структурната цялост.
Когато се оценява колко е стегнат T-профилът, се оказва, че геометрията има по-голямо значение от самия използван материал. Повърхностният инерционен момент, или както инженерите го наричат I-стойност, по същество показва колко добре даден обект устоява на огъващи сили. След това има торсионна константа J, която измерва степента на усукване при прилагане на въртящ момент. Да вземем например два стандартни профила 45x45 мм – те може да изглеждат идентично отвън, но действителната им стегнатост може да варира около 30%, в зависимост от това какво има вътре в стените им. Според актуални проекционни ръководства на производители, работещи с алуминиеви Т-профили от 2024 г., добавянето на ребра към вътрешните стени прави истинска разлика. Тези подсилени секции увеличават важните I-стойности почти наполовина в сравнение с обикновените кухи профили без вътрешни подпорни конструкции.
сплавите 6060-T6 и 6105 доминират в индустриалните T-профилни системи и предлагат якост при опън в диапазона 160–240 MPa. Въпреки че 6105 осигурява 12% по-голяма якост на остатъчна деформация в сравнение с 6060, той увеличава теглото с 8% на погонен метър. Приложенията, изискващи чести преустройства, често предпочитат сплави 6063-T5, които осигуряват баланс между обработваемост (твърдост 85 HB) и плътност (2,7 g/cm³).
Използвайте уравненията на гредата на Ойлер-Бернули за статически изчисления на натоварване:
Отклонение = (5 * Натоварване * Дължина³) / (384 * E * I)
Където E = 69 GPa (модул на алуминия). При динамични роботизирани ръце, генериращи циклични натоварвания от 150 N, отклонението не би трябвало да надвишава 1/500 от дължината на пролетта, за да се запази позиционната точност.
Индустриалните системи за автоматизация изискват минимални коефициенти на сигурност от 3:1 за вертикални натоварвания и 4:1 за конзолни секции. Критично медицинско оборудване, използващо T-профили, често прилага маржини от 5:1, което намалява допустимото напрежение до 80 MPa за екструзии от тип 6061-T6.
Техники за тънкостенна екструзия постигат 22% намаляване на теглото, като запазват еквивалентни товароносни възможности чрез оптимизирани напречни сечения във форма на I-греда. Екструзиите от 6005-T5 с прахово покритие демонстрират с 17% по-добро съотношение между якост и тегло в сравнение със стандартните сплави, което ги прави идеални за монтажни системи на колаборативни роботи, изискващи линейна плътност <3kg/m.





