

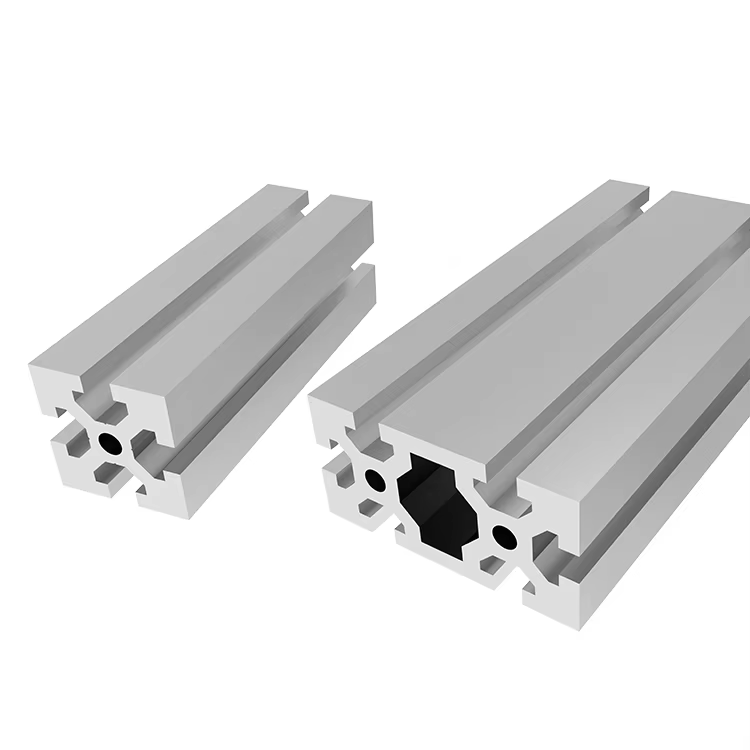
Profilové lišty s T-drážkami získavajú svoju užitočnosť vďaka presne vyrobeným drážkam a špecifickému tvaru hliníkového profilu. Vyrobené z hliníkovej zliatiny 6061 majú pozdĺž celej dĺžky charakteristické T-tvarové kanáliky, čo umožňuje montáž komponentov bez potreby nástrojov. Vďaka otvoreným okrajom môžu T-matica alebo skrutky jednoducho posunúť do požadovanej polohy. Keď sa tieto spojovacie prvky otočia o 90 stupňov, podrezané okraje ich pevne zachytia a udržia všetko na mieste. Niektoré najnovšie testy ukazujú, že tento dizajn ponúka približne o 40 % lepší pomer pevnosti ku hmotnosti v porovnaní s bežnými zváranými oceľovými riešeniami. Takýto výkon predstavuje veľký rozdiel v mnohých priemyselných aplikáciách.
Priemyselné konštrukcie postavené so štandardnými veľkosťami drážok a extrudovanými profilmi ponúkajú takmer neobmedzené možnosti preusporiadania. Vezmite si napríklad T-drážkové systémy, ktoré fungujú inak ako tradičné zvárané rámce, pretože pracovníci pri zmene nemusia rozoberať celú konštrukciu. Môžu upraviť šírky, výšky, presúvať komponenty kamkoľvek je to potrebné. Zamestnanci v továrni jednoducho posúvajú časti na miesto, namiesto rezu kovu alebo čakania, kým zvary ochladnú. Úspora času je tiež pôsobivá. Väčšina vedúcich závodov uvádza, že sú schopní zmeniť polohu senzorov, presunúť ovládacie panely alebo nainštalovať nové nosné konzoly do niekoľkých minút. Niektoré zariadenia zaznamenali pokles nákladov na prepracovanie pracovných staníc o 50 až 70 percent, najmä tam, kde výrobné linky naraz spracúvajú viacero typov výrobkov.
Geometrický dizajn profilu optimalizuje mechanický výkon nasledovne:
Tieto vlastnosti umožňujú T-drážkovým rámom odolávať ohybovým momentom až do 1 200 N·m, pričom zachovávajú tolerancie zarovnania v rozmedzí ±0,5 mm, čo ich robí vhodnými pre presné automatizačné zariadenia.
T-drážkové hliníkové profily sú takmer nevyhnutné v dnešných systémoch priemyselnej automatizácie. Drážky v týchto profiloch umožňujú montáž vecí ako ochranné kryty strojov, rámy robotov alebo podpery pre dopravníky bez potreby nástrojov. V porovnaní so zváraním T-drážkové systémy nevytvárajú problémy s tepelnou deformáciou a udržiavajú zarovnanie s odchýlkou približne pol milimetra na meter. To je veľmi dôležité pri inštalácii citlivých komponentov, ako sú lineárne vodidlá alebo kamerové systémy na kontrolu kvality. Podľa údajov výrobcov zmena na modulárne rámové systémy skracuje montážny čas o jednu tretinu až takmer o polovicu v porovnaní so staršími zváracími metódami. To znamená, že továrne môžu uviesť svoje výrobné linky do prevádzky oveľa rýchlejšie ako predtým.
T-profily sa stali obľúbeným riešením pre výrobcov, ktorí chcú budovať pracovné stanice prispôsobené konkrétnym požiadavkám práce. Tieto profily výrazne uľahčujú pripevňovanie vecí, ako sú držiaky nástrojov, nastaviteľné ramená na monitory, ktoré dnes každý potrebuje, alebo ESD povrchy umiestnené presne tam, kde majú byť. Podľa nedávnej štúdie inštitútu Material Handling Institute z roku 2023 podniky, ktoré prešli na modulárne hliníkové rámy, znížili náklady na prepracovanie pracovných stániciach približne o 62 %. Hlavný dôvod? Mohli jednoducho opätovne použiť komponenty z jedného projektu do druhého, namiesto toho, aby začínali vždy odznova.
Dodávateľ pre automobilový priemysel v Severnej Amerike nedávno nasadil T-profily na vytvorenie rekonfigurovateľných robotických zváracích buniek. Tento systém umožnil inžinierom:
Tento prístup znížil ročné náklady na prekonfigurovanie buniek o 210 000 USD v porovnaní so statickými oceľovými platformami.
Pokročilí výrobcovia teraz kombinujú T-slot rámy s konektormi s podporou IoT a simulačnými modelmi rozloženia poháňanými umelou inteligenciou. Medzi najnovšie inovácie patria:
Tieto vývojové kroky podporujú iniciatívy Industry 4.0, ktoré vyžadujú úpravy zariadení v reálnom čase bez prerušenia výroby.
T-matice a skrutky sú takmer nevyhnutné pri práci s T-dražkovými profilmi, pretože umožňujú umiestniť komponenty presne tam, kde sú potrebné, bez oslabenia štruktúry. Tvarované drážky prijímajú bežné T-maticy M6 alebo M8, ktoré sa vo výtlaku hladko posúvajú, až kým nie sú zaistené šesťhrannými skrutkami. To, čo robí tento systém tak užitočným, je možnosť posúvať diely o zlomky milimetra a napriek tomu dosiahnuť pevnosť spojenia medzi 2 500 a 3 500 Newtonmi na každom spojovacom bode. Takýto úchyt je veľmi dôležitý pre stroje, ktoré celý deň pôsobením vibrácií. Väčšina skúsených montážnych technikov odporučí každému, že utiahnutie skrutiek na približne 80 % ich maximálnej únosnosti (zvyčajne medzi 8 a 10 Newtonmetrami) pomáha predchádzať poškodeniu hliníkových závitov v priebehu času.
Interné konektory vytvárajú tieto skryté spoje vo vnútri dutiny profilu, čo ich robí výbornou voľbou pri práci na vybavení čistých miestností alebo na akomkoľvek inom zariadení, kde je dôležitá hladká vonkajšia plocha. Pre dočasné zostavy však vonkajšie uchytenia výrazne urýchľujú inštaláciu – až dva až trikrát rýchlejšie – a každé z nich dokáže uniesť približne 450 kg. Niektoré nedávne testy v reálnych podmienkach ukázali, že použitie interných systémov zníži chyby pri montáži o približne 37 % pri zložitých konštrukciách kostry. A pokiaľ ide o vonkajšie riešenia, tie umožňujú takmer úplné nastavovanie bez nástrojov po dokončení montáže, a to až v 92 % prípadov podľa nameraných hodnôt. Je preto logické, že mnohí odborníci uprednostňujú jedno riešenie pred druhým v závislosti od konkrétnych požiadaviek.
Najnovšie pružinové kamerové konektory spolu s mechanizmami západky umožňujú pripojenie modulov na výrobných linkách za menej ako tridsať sekúnd. Naozaj pôsobivo je, že vydržia približne 85 percent toho, čo zvládnu tradičné skrutky, a to bez rozptýlených dielov porozkladaných všade okolo. To predstavuje obrovský rozdiel v dielniach automobilových prototypov, kde inžinieri musia veci každý deň viackrát demontovať a opätovne montovať. Manažéri výrobných priestorov po celom priemysle si tiež všimli, že prechod na tieto štandardizované rýchlezávesy skracuje pracovné hodiny takmer o dve tretiny v porovnaní so staromódnejšími upevňovacími metódami. Niektoré závody zaznamenali výrazný pokles času nastavenia po prepnutí minulý rok.
Trecie spoje fungujú najlepšie pri konštantnom zaťažení, čo ich robí výbornými pre situácie, kde sa zaťaženie veľmi nemení. Tieto spoje dokážu udržať presnosť v rozmedzí 0,05 až 0,12 milimetra, aj keď pôsobia napätia pod 500 Newtonov na štvorcový meter. Na druhej strane, návrhy založené na reakčných silách pracujú inak – skutočne presmerujú sily prostredníctvom svojho tvaru a spôsobu, akým sú pospájané. Tento prístup zvyšuje odolnosť voči nárazom približne o 3,8-násobok, čo je mimoriadne dôležité pre aplikácie ako robotické ramená, ktoré musia počas operácií zdvíhania a umiestňovania predmetov náhle meniť smer pohybu. Pri pohľade na reálne inštalácie sa ukazuje, že väčšina odborníkov na automatizáciu (približne 89 %) pri riešeniach častí systému, kde je zaťaženie rozhodujúce, uprednostňuje hybridné riešenia kombinujúce oba prístupy. To dáva zmysel, pretože žiadna jednotlivá metóda nie je dokonalá vo všetkých scenároch.
Štúdie ukazujú, že systémy s T-profilovými lištami môžu skrátiť montážny čas o približne 30 % až takmer polovicu v porovnaní s tradičnými zváranými konštrukciami. Efektivitu týchto systémov zabezpečuje ich skrutkovací princíp, ktorý eliminuje potrebu zvárania, brúsenia a zamestnávania špecializovaných pracovníkov. Navyše sa všetko dá úplne rozobrať a neskôr znova použiť. Výrobcovia túto flexibilitu veľmi cenobia, pretože vedie k redukcii odpadu materiálu. Podľa nedávnych prieskumov približne dve tretiny spoločností znovu použili svoje T-profilové diely vo troch alebo viacerých projektoch, zatiaľ čo iba asi každá ôsma dosiahla podobné výsledky so zváranými rámami.
Proces studeného zberania zabraňuje deformácii spôsobenej teplotou zváracieho oblúka (často presahujúcou 1 500 °C). Priehľady vytlačované metódou extrúzie zachovávajú toleranciu rovnosti ±0,2 mm/m, čo zaisťuje presné umiestnenie komponentov pri aplikáciách s robotmi a meracími prístrojmi. Na rozdiel od zváraných spojov, ktoré vyžadujú dodatočné obrábanie po výrobe, T-drážkové kanály slúžia ako integrované vodidlá na zarovnanie.
Prispôsobivé výrobné usporiadania profitujú z možnosti jednoduchého nastavenia T-drážkových profilov bez použitia nástrojov. Prevádzky uvádzajú 90 % rýchlejšiu rekonfiguráciu linky pri použití modulárneho rámu voči trvalým zváraným konštrukciám. Flexibilita systému podporuje meniace sa potreby automatizácie – upevňovacie body je možné presunúť do nového miesta za menej ako päť minút bez ohrozenia štrukturálnej integrity.
Keď sa pozrieme na to, ako tuhý je T-slot profil, ukazuje sa, že geometria záleží viac než len samotný materiál. Plošný moment zotrvačnosti, alebo I-hodnota, ako ju inžinieri nazývajú, nám v podstate hovorí, ako dobre niečo odoláva ohybovým silám. Potom existuje torzná konštanta J, ktorá meria, koľko skrutkovania nastane pri pôsobení krútiaceho momentu. Vezmime si napríklad dva štandardné profily 45x45 mm, ktoré môžu zvonku vyzerať identicky, ale ich skutočná tuhosť sa môže líšiť približne o 30 % v závislosti od toho, čo sa deje vo vnútri týchto stien. Podľa najnovších návrhových smerníc výrobcov pracujúcich s hliníkovými T-slot profilmi od roku 2024 má pridanie žebier k vnútorným stenám reálny vplyv. Tieto vyztužené sekcie zvyšujú dôležité hodnoty I takmer o polovicu v porovnaní s bežnými dutými profilmi bez akýchkoľvek vnútorných podporných štruktúr.
zliatiny hliníka 6060-T6 a 6105 dominujú priemyselným T-slot systémom a ponúkajú pevnosť v ťahu v rozmedzí 160–240 MPa. Zatiaľ čo 6105 ponúka o 12 % vyššiu medzu klzu ako 6060, zvyšuje hmotnosť o 8 % na lineárny meter. Aplikácie vyžadujúce časté prekonfigurovanie často uprednostňujú zliatiny 6063-T5, ktoré ponúkajú rovnováhu medzi obrábatateľnosťou (tvrdosť 85 HB) a hustotou (2,7 g/cm³).
Použite Euler-Bernoulliho rovnicu nosníka pre výpočet statického zaťaženia:
Pružina = (5 * Zaťaženie * Dĺžka³) / (384 * E * I)
Kde E = 69 GPa (modul hliníka). Pri dynamických robotických ramenách, ktoré vyvolávajú cyklické zaťaženie 150 N, by pružina nemala presiahnuť 1/500 dĺžky rozpätia, aby sa zachovala presnosť polohy.
Priemyselné rámce automatizácie vyžadujú minimálne bezpečnostné faktory 3:1 pre zvislé zaťaženia a 4:1 pre konzolové časti. Kritické lekárne vybavenie s použitím T-drážok často implementuje bezpečnostné rozpätie 5:1, čo zníži prípustné napätie na 80 MPa pre extrúzie 6061-T6.
Techniky tenkostenných extrúzií teraz dosahujú 22% redukciu hmotnosti pri zachovaní ekvivalentných nosných kapacít optimalizovanými prierezmi tvaru I-nosníka. Extrúzie 6005-T5 s povrchom z práškovej farby vykazujú o 17% lepší pomer pevnosti k hmotnosti v porovnaní so štandardnými zliatinami, čo ich robí ideálnymi pre montážne systémy spolupracujúcich robotov vyžadujúcich lineárnu hustotu <3 kg/m.





