
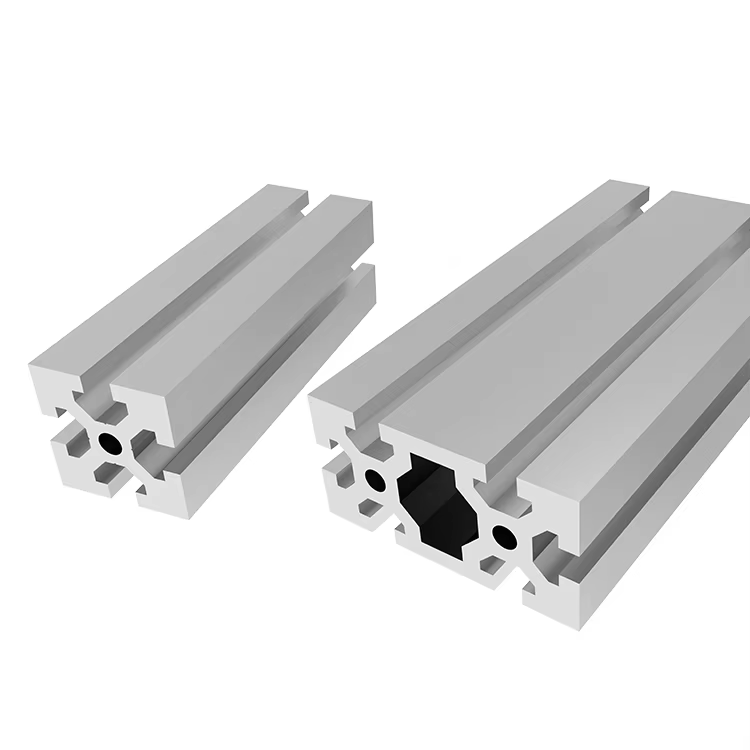
T-spor profiler får sin nytteverdi fra de nøyaktig lagde sporene og den spesifikke formen på aluminiumsprofilen. Laget av 6061 aluminiumslegering har de disse karakteristiske T-formede kanalene som går hele lengden, noe som gjør det mulig å montere komponenter uten å trenge verktøy. Med sine åpne kanter kan T-muttere eller bolter bare gli inn der de trengs. Og når festemidlene vries 90 grader, griper de nedkuttede kantene faktisk tak i dem og holder alt på plass. Noen nyere tester viser at denne konstruksjonen gir omtrent 40 % bedre styrke i forhold til vekten sammenlignet med vanlige sveiste stålløsninger. En slik ytelse betyr mye i mange industrielle anvendelser.
Industrielle konstruksjoner bygget med standard sporestorrelser og ekstruderte profiler tilbyr nesten ubegrensede muligheter for omorganisering. Ta for eksempel T-spesystemer, de fungerer annerledes enn tradisjonelle sveiste rammeverk fordi arbeidere ikke trenger å ta ned alt når endringer skal gjøres. De kan justere bredde, høyde og flytte komponenter rundt der det er behov. Fabrikkpersonell skyver rett og slett delene på plass i stedet for å kutte metall eller vente på at sveiser skal kjøle ned. Tidsbesparelsen er også imponerende. De fleste anleggsledere oppgir at de kan endre posisjoner for sensorer, flytte kontrollpaneler eller installere nye støttebraketter innen få minutter. Noen anlegg har sett sine kostnader for redesign av arbeidsstasjoner synke med mellom 50 og 70 prosent, spesielt der produksjonslinjer håndterer flere produktvarianter samtidig.
Profilens geometriske design optimaliserer mekanisk ytelse gjennom:
Disse egenskapene gjør at T-sporrammer tåler bøyemomenter opp til 1 200 Nm samtidig som de holder justeringstoleransen innenfor ±0,5 mm, noe som gjør dem egnet for presisjonsautomatiseringsutstyr.
T-spor aluminiumsprofiler er i stor grad nødvendige i dagens industrielle automatiseringsoppsett. Sporene i disse profilene lar arbeidere sette sammen ting som maskinbeskyttelser, rammer for roboter og støtter for transportbånd uten å trenge verktøy. I sammenligning med sveising skaper T-spor-systemer ikke varmedeformasjoner og holder en justering innenfor omtrent en halv millimeter per meter. Dette er svært viktig når man installerer følsomme deler som lineærledninger eller kameraer for kvalitetskontroll. Ifølge produsentenes opplysninger reduserer overgang til modulære rammekonstruksjoner monteringstiden med mellom en tredjedel og nesten halvparten sammenlignet med tradisjonelle sveise metoder. Dette betyr at fabrikker kan få sine produksjonslinjer operative mye raskere enn før.
T-spor profiler har blitt en standardløsning for produsenter som ønsker å bygge arbeidsstasjoner tilpasset spesielle jobbkrav. Disse profilene gjør det mye enklere å feste ting som verktøyholder, de justerbare skjermarmene alle trenger disse dagene, samt ESD-overflater plassert nøyaktig der de skal være. Ifølge en nylig studie fra Material Handling Institute fra 2023, reduserte selskaper som gikk over til modulære aluminiumsrammer sine kostnader for ombygging av arbeidsstasjoner med omtrent 62 %. Hovedgrunnen? De kunne gjenbruke komponenter fra ett prosjekt til et annet i stedet for å starte på nytt hver gang.
En nordamerikansk biltilverker leverandør har nylig tatt i bruk T-spor profiler for å lage omkonfigurerbare robot sveise celler. Systemet tillot ingeniører å:
Denne tilnærmingen reduserte celleomkonfigurasjonskostnadene med 210 000 USD årlig sammenlignet med faste stålplattformer.
Avanserte produsenter kombinerer nå T-spleis-rammer med IoT-aktive koblinger og AI-drevne layoutsimuleringer. Nylige innovasjoner inkluderer:
Disse utviklingene støtter Industry 4.0-initiativ som krever sanntidsendringer av utstyr uten produksjonsstopp.
T-mutter og bolter er i praksis nødvendige når man arbeider med T-sporprofiler, siden de lar oss plassere ting nøyaktig der det trengs uten å svekke strukturen. De T-formede kanalene passer til vanlige M6- eller M8 T-mutter som beveger seg lett langs profileringen inntil de festes med sekskantbolter. Det som gjør dette systemet så nyttig, er at deler faktisk kan flyttes i brøkdeler av en millimeter og likevel holde fast med mellom 2 500 og 3 500 Newton kraft ved hvert forbindelsespunkt. En slik festing er svært viktig for maskiner som må håndtere vibrasjoner hele dagen. De fleste erfarne installatører vil fortelle enhver som spør, at det å stramme boltene til omtrent 80 % av maksimalbelastningen (vanligvis mellom 8 og 10 newtonmeter) hjelper til med å unngå skader på aluminiumstrådene over tid.
De interne tilkoblingene skaper disse skjulte leddene inne i profilens hulrom, noe som gjør dem til svært gode valg når man arbeider med renromsutstyr eller noe annet der glatte ytre overflater er viktig. For midlertidige oppsett derimot, gjør eksterne festeklammer at installasjonen går mye raskere – omtrent to til tre ganger fortere faktisk – og de kan hver bære rundt 450 kg. Noen nylige tester i reelle situasjoner har vist at bruk av interne systemer reduserer monteringsfeil med omtrent 37 % ved mer komplekse konstruksjoner. Og når vi snakker om eksterne alternativer, så tillater disse nesten helt justering uten verktøy etter at alt er satt sammen, omtrent 92 % ifølge målinger. Det gir mening at mange fagfolk foretrekker det ene fremfor det andre avhengig av deres spesifikke behov.
De nyeste fjærbelastede kamkoblinger sammen med hevelåsemekanismer kan koble moduler sammen på under tretti sekunder direkte på produksjonslinjer. Det som er virkelig imponerende er at de tåler omtrent 85 prosent av det tradisjonelle bolter klarer, men uten alle de løse delene som ligger utover overalt. Dette betyr mye i bilprototypverksteder der ingeniører må demontere og sette sammen ting flere ganger hver dag. Verkstedsledere i hele bransjen har også lagt merke til noe – ved å bytte til disse standardiserte hurtigkoblingssystemene reduseres arbeidstimer med nesten to tredjedeler sammenlignet med eldre festemetoder. Noen anlegg opplevde en dramatisk reduksjon i oppstartstider etter å ha foretatt ombyttingen i fjor.
Friksjonsledd fungerer best når det er konstant trykk, noe som gjør dem ideelle i situasjoner der lastene ikke endrer seg mye. Disse leddene kan holde en toleranse på mellom 0,05 og 0,12 millimeter, selv under belastninger under 500 newton per kvadratmeter. Reaksjonskraftdesigner derimot fungerer annerledes ved å omdirigere krefter gjennom sin form og hvordan delene passer sammen. Denne tilnærmingen gir omtrent 3,8 ganger bedre slagstyrke, noe som er svært viktig for eksempelvis robotarmer som må skifte retning brått under plukk- og plasseringsoperasjoner. Når vi ser på virkelige installasjoner, velger de fleste automatiseringsekspertene (cirka 89 %) hybridløsninger som kombinerer begge metodene, spesielt i deler av systemet der laster er avgjørende. Det gir mening, ettersom ingen enkeltmetode fungerer perfekt i alle scenarier.
Studier viser at T-sporprofilsystemer kan redusere monteringstiden med alt fra omtrent 30 % til nesten halvparten sammenlignet med tradisjonelle sveiste konstruksjoner. Det som gjør disse systemene så effektive, er deres boltedesign, som eliminerer behovet for svelsing, slipes arbeid og ansettelse av spesialisert arbeidskraft. I tillegg kan alt demonteres fullstendig for senere gjenbruk. Produsenter setter stor pris på denne fleksibiliteten fordi den reduserer sløsing med materialer. Ifølge nylige undersøkelser har rundt to tredjedeler av bedriftene gjenbrukt sine T-spor-deler i tre eller flere prosjekter, mens bare omtrent hver åttende klarte lignende resultater med sveiste rammer.
Kaldmonteringsprosessen forhindrer forvrengning forårsaket av sveisebue-temperaturer (ofte over 1 500 °C). Ekstruderte profiler opprettholder en rettferdighetstoleranse på ±0,2 mm/m, noe som sikrer nøyaktig plassering av komponenter for robot- og måletekniske anvendelser. I motsetning til sveisede ledd som krever maskinbearbeiding etter fabrikasjon, fungerer T-spor kanaler som innebygde justeringsveiledere.
Adaptiv produksjonsutforming profiterer av T-profilers justerbarhet uten verktøy. Anlegg rapporterer 90 % raskere linjeomkonfigurering når man bruker modulære rammer sammenlignet med faste sveiste strukturer. Systemets fleksibilitet støtter utviklende automasjonsbehov – monteringspunkter kan flyttes på under fem minutter uten å kompromittere strukturell integritet.
Når man ser på hvor stiv en T-sporprofil er, viser det seg at geometrien betyr mer enn bare hvilket materiale som er brukt. Arealmomentet, eller I-verdien som ingeniører kaller det, forteller i bunn og grunn hvor godt noe motstår bøyende krefter. Deretter har vi vridningskonstanten J, som måler hvor mye noe vrir seg når dreiemoment påføres. Ta for eksempel to standard 45x45 mm profiler – de kan se identiske ut utvendig, men deres faktiske stivhet kan variere med omtrent 30 % avhengig av hva som skjer inne i veggene. Ifølge nylige konstruksjonsveiledere fra produsenter som arbeider med aluminiumsbaserte T-sporprofiler siden 2024, gjør det en reell forskjell å legge til ribber på innsiden av veggene. Disse forsterkede delene øker de viktige I-verdiene med nesten 50 % sammenlignet med vanlige hule profiler uten indre støttestrukturer.
6060-T6 og 6105 aluminiumslegeringer dominerer industrielle T-spor systemer, og tilbyr strekkfastheter mellom 160–240 MPa. Selv om 6105 gir 12 % høyere flytegrense enn 6060, øker den vekten med 8 % per løpemeter. Applikasjoner som krever hyppig omkonfigurering foretrekker ofte 6063-T5 legeringer, som gir en balanse mellom bearbeidbarhet (85 HB hardhet) og tetthet (2,7 g/cm³).
Bruk Euler-Bernoulli bjelkeligninger for statiske lastberegninger:
Nedbøyning = (5 * Last * Lengde³) / (384 * E * I)
Der E = 69 GPa (aluminiums modul). For dynamiske robotarmer som utsetter materialet for sykliske laster på 150 N, bør nedbøyningen ikke overstige 1/500 av spennvidden for å opprettholde posisjonsnøyaktighet.
Industrielle automatiseringsrammer krever minimum sikkerhetsfaktorer på 3:1 for vertikale laster og 4:1 for utstikkende deler. Kritisk medisinsk utstyr som bruker T-spor implementerer ofte 5:1 marger, noe som reduserer tillatt spenning til 80 MPa for 6061-T6 ekstruderinger.
Tynnveggs-ekstruderingsteknikker oppnår nå 22 % vektreduksjon samtidig som de beholder tilsvarende lastkapasitet gjennom optimaliserte I-bjelke tverrsnitt. Pulverlakkerte 6005-T5 ekstruderinger viser en 17 % bedre styrke-til-vekt-ratio enn standard legeringer, noe som gjør dem ideelle for samarbeidende robotmonteringssystemer som krever <3 kg/m lineær tetthet.






