

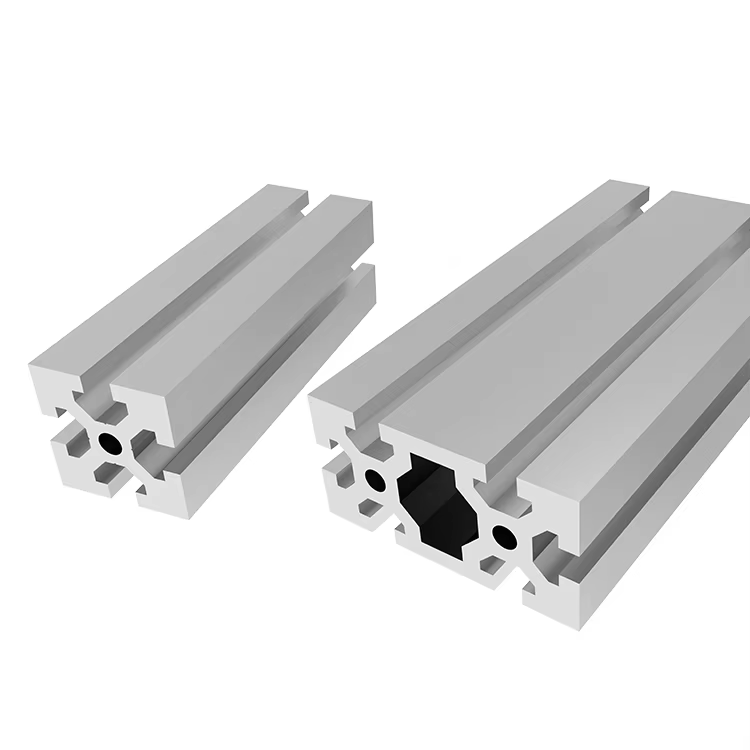
Les profilés à rainures en T tirent leur utilité des cannelures soigneusement conçues et de la forme spécifique de l'extrusion en aluminium. Fabriqués en alliage d'aluminium 6061, ils possèdent des canaux en forme de T caractéristiques qui s'étendent sur toute la longueur, permettant de fixer des composants sans avoir besoin d'outils. Grâce à leurs bords ouverts, les écrous en T ou les boulons peuvent simplement glisser à l'endroit souhaité. Lorsque ces éléments de fixation sont tournés de 90 degrés, les bords sous-entaillés les immobilisent fermement et maintiennent tout en place. Certaines études récentes montrent que ce design offre environ 40 % de résistance supplémentaire au poids par rapport aux solutions classiques en acier soudé. Ce niveau de performance fait une grande différence dans de nombreuses applications industrielles.
Les structures industrielles construites avec des emplacements standardisés et des profilés extrudés offrent des possibilités quasi illimitées de réaménagement. Prenons par exemple les systèmes à rainures en T : ils fonctionnent différemment des charpentes soudées traditionnelles, car les opérateurs n'ont pas besoin de tout démonter pour apporter des modifications. Ils peuvent ajuster les largeurs, les hauteurs, déplacer les composants là où cela est nécessaire. Le personnel d'usine glisse simplement les pièces en place au lieu de couper du métal ou d'attendre que les soudures refroidissent. Les gains de temps sont également impressionnants. La plupart des responsables d'usine indiquent pouvoir modifier la position des capteurs, déplacer des tableaux de commande ou installer de nouveaux supports en quelques minutes. Certaines installations ont vu leurs coûts de redesign des postes de travail diminuer de 50 à 70 pour cent, notamment dans les lignes de production qui gèrent simultanément plusieurs variantes de produits.
La conception géométrique du profil optimise la performance mécanique grâce à :
Ces caractéristiques permettent aux profilés en T de résister à des moments fléchissants allant jusqu'à 1 200 N·m tout en maintenant des tolérances d'alignement dans une plage de ±0,5 mm, ce qui les rend adaptés aux équipements d'automatisation de précision.
Les profilés en aluminium à rainure en T sont pratiquement essentiels dans les installations d'automatisation industrielle actuelles. Les rainures de ces profilés permettent aux opérateurs d'assembler des éléments tels que des protections de machines, des châssis de robots et des supports de convoyeurs sans avoir besoin d'outils. Contrairement au soudage, les systèmes à rainure en T ne provoquent pas de déformations dues à la chaleur et maintiennent un alignement précis à environ un demi-millimètre près par mètre. Cela revêt une grande importance lors de l'installation de composants sensibles tels que des guidages linéaires ou des systèmes de caméra destinés aux contrôles qualité. Selon les données fournies par les fabricants, le passage à des structures modulaires réduit le temps d'assemblage d'un tiers à près de la moitié par rapport aux méthodes traditionnelles de soudage. Cela signifie que les usines peuvent mettre en service leurs lignes de production beaucoup plus rapidement qu'auparavant.
Les profilés à rainure en T sont devenus une solution incontournable pour les fabricants souhaitant construire des postes de travail adaptés à des besoins spécifiques. Ces profilés facilitent grandement l'installation d'éléments tels que des porte-outils, des bras de support d'écran réglables, indispensables de nos jours, ainsi que des surfaces ESD positionnées exactement là où elles doivent se trouver. Selon une étude récente de l'Institut de Manutention Matériel datant de 2023, les entreprises ayant adopté des structures modulaires en aluminium ont vu leurs dépenses liées à la refonte de postes de travail diminuer d'environ 62 %. La principale raison ? Elles pouvaient réutiliser directement des composants d'un projet à un autre au lieu de tout reconstruire à chaque fois.
Un fournisseur automobile d'Amérique du Nord a récemment déployé des profilés à rainure en T pour créer des cellules de soudage robotisées reconfigurables. Ce système a permis aux ingénieurs de :
Cette approche a permis de réduire les coûts de reconfiguration des cellules de 210 000 $ par an par rapport aux plates-formes en acier fixes.
Les fabricants avancés combinent désormais des structures à rainures T avec des connecteurs compatibles IoT et des simulations de disposition pilotées par l'IA. Les innovations récentes incluent :
Ces développements soutiennent les initiatives de l'industrie 4.0, qui exigent des modifications en temps réel des équipements sans arrêt de la production.
Les écrous en T et les boulons sont pratiquement indispensables lorsqu'on travaille avec des profilés à rainures en T, car ils permettent de positionner les éléments exactement là où ils sont nécessaires sans affaiblir la structure. Ces canaux en forme de T accueillent des écrous en T standard M6 ou M8 qui se déplacent facilement le long de l'extrusion jusqu'à être fixés avec des boulons hexagonaux. Ce qui rend ce système particulièrement utile, c'est que les pièces peuvent être ajustées avec une précision de fractions de millimètre tout en restant solidement maintenues, avec une force de serrage comprise entre 2 500 et 3 500 newtons par point de connexion. Une telle résistance est cruciale pour les machines soumises aux vibrations pendant de longues périodes. La plupart des installateurs expérimentés conseillent systématiquement de serrer ces boulons à environ 80 % de leur limite maximale (généralement entre 8 et 10 newton-mètres), afin d'éviter d'endommager progressivement les filetages en aluminium.
Les connecteurs internes créent ces joints cachés à l'intérieur de la cavité du profilé, ce qui en fait des choix très intéressants pour la fabrication d'équipements de salle propre ou tout autre équipement nécessitant des surfaces extérieures lisses. Pour les installations temporaires cependant, les supports externes permettent un montage beaucoup plus rapide, environ deux à trois fois plus rapide, et peuvent supporter chacun environ 450 kg. Des tests récents menés dans des conditions réelles ont montré que l'utilisation de systèmes internes réduit les erreurs d'assemblage d'environ 37 % lors de la construction de structures complexes. En ce qui concerne les options externes, elles permettent des ajustements pratiquement sans outils après l'assemblage complet, près de 92 % selon les mesures effectuées. Il est donc logique que de nombreux professionnels privilégient l'une ou l'autre solution selon leurs besoins spécifiques.
Les derniers connecteurs à came à ressort, ainsi que les mécanismes de verrouillage par levier, permettent de connecter des modules en moins de trente secondes sur les chaînes de production. Ce qui est particulièrement impressionnant, c'est qu'ils supportent environ 85 pour cent de la charge que peuvent supporter les boulons traditionnels, sans toutefois nécessiter toutes ces pièces détachées dispersées un peu partout. Cela fait une grande différence dans les ateliers de prototypes automobiles, où les ingénieurs doivent démonter et remonter plusieurs fois par jour les composants. Les responsables d'usine du secteur ont également remarqué qu'en passant à ces systèmes normalisés de raccordement rapide, les heures de main-d'œuvre sont réduites d'environ deux tiers par rapport aux méthodes de fixation traditionnelles. Certains sites ont constaté une baisse spectaculaire de leurs temps de configuration après avoir effectué le changement l'année dernière.
Les assemblages par frottement fonctionnent mieux lorsqu'une pression constante est appliquée, ce qui les rend idéaux dans les situations où les charges ne varient pas beaucoup. Ces assemblages peuvent maintenir une précision comprise entre 0,05 et 0,12 millimètre, même sous des contraintes inférieures à 500 newtons par mètre carré. En revanche, les conceptions basées sur la force de réaction agissent différemment en redirigeant effectivement les forces grâce à leur forme et à leur ajustement. Cette approche offre une résistance aux chocs environ 3,8 fois supérieure, ce qui est particulièrement important pour des éléments comme les bras robotiques, qui doivent changer de direction brusquement pendant les opérations de prise et de placement. En examinant des installations réelles, la majorité des experts en automatisation (environ 89 %) optent généralement pour des solutions hybrides combinant les deux approches, notamment dans les parties du système où les charges sont critiques. Ce choix est logique, car aucune méthode unique ne fonctionne parfaitement dans tous les scénarios.
Des études montrent que les systèmes de profilés à rainures en T peuvent réduire le temps d'assemblage de 30 % à près de la moitié par rapport aux structures soudées traditionnelles. Ce qui rend ces systèmes si efficaces, c'est leur conception par assemblage boulonné, éliminant ainsi la nécessité de souder, de poncer et de faire appel à une main-d'œuvre spécialisée. De plus, tous les éléments peuvent être complètement démontés pour une réutilisation ultérieure. Les fabricants apprécient cette flexibilité car elle réduit les pertes de matériaux. Selon des enquêtes récentes, environ les deux tiers des entreprises ont réutilisé leurs profilés en T dans trois projets différents ou plus, contre seulement environ un huitième qui ont obtenu des résultats comparables avec des structures soudées.
Le procédé d'assemblage à froid évite la déformation causée par les températures de l'arc de soudage (souvent supérieures à 1 500 °C). Les profilés extrudés maintiennent une tolérance de rectitude de ±0,2 mm/m, garantissant un positionnement précis des composants pour les applications robotiques et de métrologie. Contrairement aux assemblages soudés nécessitant un usinage post-fabrication, les profilés à rainure en T servent de guides d'alignement intégrés.
Les configurations de fabrication adaptatives bénéficient de l'ajustabilité sans outil des profilés à rainure en T. Les installations rapportent une reconfiguration des lignes jusqu'à 90 % plus rapide lorsqu'elles utilisent des structures modulaires par rapport aux structures soudées permanentes. La flexibilité du système répond aux besoins changeants d'automatisation : les points de fixation peuvent être déplacés en moins de cinq minutes sans compromettre l'intégrité structurelle.
Lorsqu'on examine la rigidité d'un profilé en T, il s'avère que la géométrie importe davantage que le simple matériau utilisé. Le moment quadratique, ou valeur I comme l'appellent les ingénieurs, indique essentiellement à quel point un élément résiste aux forces de flexion. Il y a ensuite la constante de torsion J, qui mesure le degré de torsion lorsqu'un couple est appliqué. Prenons par exemple deux profilés standard de 45x45 mm : ils peuvent sembler identiques extérieurement, mais leur rigidité réelle peut varier d'environ 30 % selon la structure interne de leurs parois. Selon des guides de conception récents publiés par des fabricants travaillant avec des profilés en aluminium en T depuis 2024, l'ajout de nervures sur les parois intérieures fait une réelle différence. Ces sections renforcées augmentent les valeurs I importantes d'environ moitié par rapport aux profilés creux classiques dépourvus de structures internes de soutien.
les alliages d'aluminium 6060-T6 et 6105 dominent les systèmes industriels à rainures en T, offrant des résistances à la traction comprises entre 160 et 240 MPa. Bien que le 6105 offre une limite d'élasticité supérieure de 12 % par rapport au 6060, il augmente le poids de 8 % par mètre linéaire. Les applications nécessitant des reconfigurations fréquentes privilégient souvent les alliages 6063-T5, qui équilibrent usinabilité (dureté de 85 HB) et densité (2,7 g/cm³).
Utilisez les équations de poutre d'Euler-Bernoulli pour les calculs de charge statique :
Déviation = (5 * Charge * Longueur³) / (384 * E * I)
Où E = 69 GPa (module d'élasticité de l'aluminium). Pour des bras robotiques dynamiques soumis à des charges cycliques de 150 N, la flèche ne doit pas dépasser 1/500e de la portée afin de maintenir la précision positionnelle.
Les structures d'automatisation industrielle exigent des coefficients de sécurité minimum de 3:1 pour les charges verticales et de 4:1 pour les sections en porte-à-faux. Les équipements médicaux critiques utilisant des rainures en T appliquent souvent des marges de 5:1, réduisant la contrainte admissible à 80 MPa pour les profilés 6061-T6.
Les techniques d'extrusion à paroi mince permettent désormais une réduction de poids de 22 % tout en maintenant des capacités de charge équivalentes grâce à des sections transversales optimisées en forme de poutre en I. Les profilés 6005-T5 avec revêtement par pulvérisation présentent un rapport résistance-poids supérieur de 17 % par rapport aux alliages standards, ce qui les rend idéaux pour les systèmes de montage de robots collaboratifs nécessitant une densité linéaire <3kg/m.





