
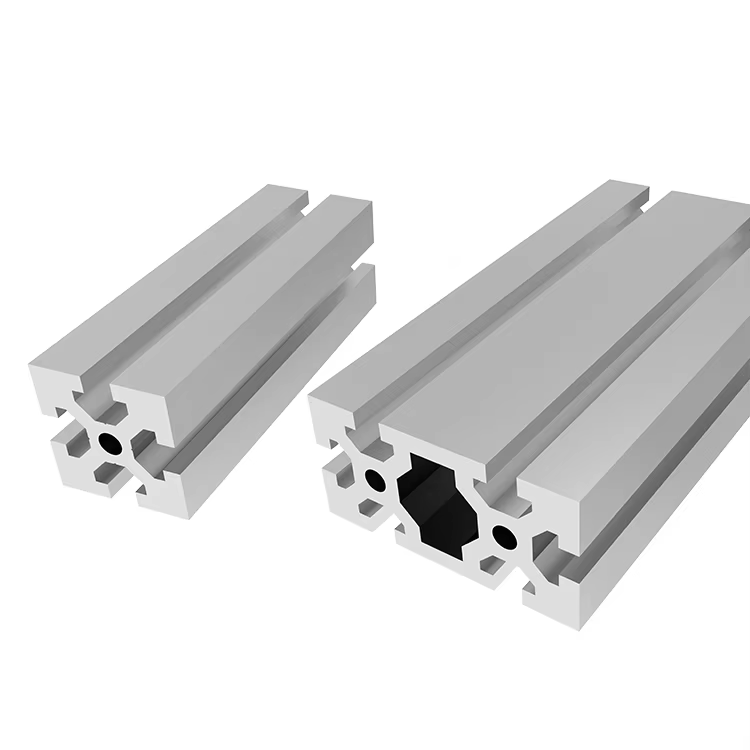
T-spetsprofiler får sin användbarhet från de noggrant tillverkade fåran och den specifika formen på aluminiumextrusionen. Tillverkade av aluminiumlegering 6061 har de karakteristiska T-formade kanalerna som löper hela längden, vilket gör det möjligt att montera komponenter utan att behöva verktyg. Med sina öppna kanter kan T-muttrar eller bultar enkelt skjutas in där det behövs. Och när dessa fästelement vrids 90 grader griper de inskjutna kanterna tag i dem och håller allt på plats. Några senaste tester visar att denna design ger cirka 40 % bättre styrka i förhållande till vikten jämfört med vanliga svetsade ståloptioner. Den typen av prestanda gör stor skillnad inom många industriella tillämpningar.
Industriella strukturer byggda med standardiserade slogsstorlekar och extruderade profiler erbjuder närmast obegränsade möjligheter till omläggning. Ta till exempel T-slagssystem – de fungerar annorlunda jämfört med traditionella svetsade ramverk eftersom arbetare inte behöver demontera allt när ändringar ska göras. De kan justera bredder, höjder och flytta komponenter dit det behövs. Fabrikspersonalen skjuter helt enkelt delar på plats istället för att skära i metall eller vänta på att svetsar ska svalna. Tidsbesparingarna är imponerande också. De flesta produktionschefer rapporterar att de kan ändra positioner för sensorer, flytta kontrollpaneler eller installera nya stödbarar inom minuter. Vissa anläggningar har sett sina kostnader för ombyggnad av arbetsstationer sjunka med mellan 50 och 70 procent, särskilt där produktionslinjer hanterar flera produktvarianter samtidigt.
Profilens geometriska design optimerar mekanisk prestanda genom:
Dessa egenskaper gör att T-fackramar kan tåla böjmoment upp till 1 200 N·m samtidigt som de håller positionstoleranser inom ±0,5 mm, vilket gör dem lämpliga för precisionsautomation.
T-språngs aluminiumprofiler är i princip oersättliga i dagens industriella automationsuppställningar. Spåren i dessa profiler gör att arbetare kan montera saker som maskinskydd, robotramar och stöd för transportband utan att behöva verktyg. Jämfört med svetsning skapar T-språngssystem inga värmedeformationer och håller en justering inom ungefär en halv millimeter per meter. Detta är mycket viktigt vid installation av känsliga komponenter såsom linjära guider eller kamerasystem för kvalitetskontroll. Enligt tillverkarnas uppgifter minskar byte till modulära stommar monteringstiden med mellan en tredjedel och nästan hälften jämfört med traditionella svetsmetoder. Det innebär att fabriker kan få sina produktionslinjer igång mycket snabbare än tidigare.
T-spetsprofiler har blivit ett standardval för tillverkare som vill bygga arbetsstationer anpassade till specifika arbetsuppgifter. Dessa profiler gör det mycket enklare att fästa saker som verktygshållare, de justerbara monitorarmar som alla behöver idag, samt ESD-ytor placerade exakt där de ska vara. Enligt en nyligen genomförd studie från Material Handling Institute från 2023 minskade företag som övergick till modulära aluminiumkonstruktioner sina kostnader för ombyggnad av arbetsstationer med cirka 62 procent. Huvudorsaken? De kunde återanvända komponenter från ett projekt till ett annat istället för att börja från grunden varje gång.
En nordamerikansk leverantör till bilindustrin har nyligen använt T-spetsprofiler för att skapa omkonfigurerbara robotsvetsceller. Systemet tillät ingenjörer att:
Denna metod minskade kostnaderna för cellomkonfigurering med 210 000 USD per år jämfört med fasta stålplattformar.
Framstående tillverkare kombinerar nu T-sportsramar med IoT-aktiverade kopplingar och AI-drivna layoutsimulationer. Nya innovationer inkluderar:
Dessa utvecklingar stödjer initiativ inom Industri 4.0 som kräver modifiering av utrustning i realtid utan produktionsstopp.
T-mutter och bultar är i princip oerhört viktiga när man arbetar med T-skinsprofiler eftersom de gör att vi kan placera saker exakt där det behövs utan att försvaga strukturen. Dessa T-formade kanaler passar vanliga M6- eller M8-T-mutter som glider lätt längs extruderingen tills de spänns fast med sexkantsbultar. Vad som gör detta system så användbart är att delar faktiskt kan flyttas i bråkdelar av en millimeter samtidigt som de ändå håller starkt med mellan 2 500 och 3 500 Newton klämstyrka vid varje anslutningspunkt. En sådan greppkraft är mycket viktig för maskiner som hanterar vibrationer hela dagen. De flesta erfarna installatörer kommer berätta för vem som frågar att dra åt bultarna till cirka 80 % av deras maxkapacitet (vanligtvis mellan 8 och 10 Newtonmeter) för att förhindra att gängorna i aluminium skadas över tid.
De interna kopplingarna skapar dessa dolda fogar inuti profilens hålrum, vilket gör dem till mycket bra val när man arbetar med renrumsutrustning eller något annat där släta yttre ytor är viktiga. För tillfälliga installationer däremot gör externa fästen att installationen går mycket snabbare – upp till två till tre gånger snabbare faktiskt – och de kan bära cirka 450 kg styck. Några senaste tester i verkliga situationer har visat att användning av interna system minskar monteringsfel med ungefär 37 % vid komplicerade stombyggen. När vi ändå talar om externa alternativ: dessa möjliggör nästan helt verktygsfria justeringar även efter att allt är monterat, ungefär 92 % enligt mätningar. Det förklarar varför många professionella föredrar det ena framför det andra beroende på sina specifika behov.
De senaste fjäderbelastade kamkopplingarna tillsammans med spaklåsmekanismer kan ansluta moduler på mindre än trettio sekunder direkt på produktionslinjer. Det som är särskilt imponerande är att de tål cirka 85 procent av vad traditionella bultar klarar, men utan alla lösa delar som ligger och skräpar. Detta gör en stor skillnad i bilprototypverkstäder där ingenjörer behöver demontera och montera ihop saker flera gånger per dag. Verksamhetschefer inom hela branschen har också lagt märke till att övergången till dessa standardiserade snabbkopplingssystem minskar arbetstiderna med närmare två tredjedelar jämfört med gamla fästmeterier. Vissa fabriker såg sina installationstider minska dramatiskt efter att de bytte ut systemen förra året.
Friktionsfogningar fungerar bäst när det tillämpas ett konsekvent tryck, vilket gör dem idealiska för situationer där belastningarna inte förändras mycket. Dessa fogningar kan hålla inom ett intervall på 0,05 till 0,12 millimeter även vid påfrestningar under 500 Newton per kvadratmeter. Å andra sidan gör reaktionskraftsdesigner något annorlunda genom att faktiskt omdirigera krafter via sin form och hur de passar samman. Den här metoden ger cirka 3,8 gånger bättre slagstyrka, vilket är särskilt viktigt för saker som robotarmar som behöver byta riktning plötsligt under plock- och placeringoperationer. När man tittar på verkliga installationer tenderar de flesta automatiseringsexperter (cirka 89 %) att välja hybridlösningar som kombinerar båda metoderna när de hanterar de delar av systemet där belastningar är mest betydelsefulla. Det är också rimligt eftersom ingen enskild metod fungerar perfekt i alla scenarier.
Studier visar att T-spetsprofilsystem kan minska monteringstiden med allt från cirka 30 % till nästan hälften jämfört med traditionella svetsade konstruktioner. Vad som gör dessa system så effektiva är deras skruvförbindelse, vilket eliminerar behovet av svetsning, slipning och anställning av särskild arbetskraft. Dessutom kan allt demonteras helt för senare återanvändning. Tillverkare uppskattar denna flexibilitet eftersom den minskar spill av material. Enligt aktuella undersökningar har ungefär två tredjedelar av företagen återanvänt sina T-spetsdelar i tre olika projekt eller fler, medan endast cirka var åttonde lyckats med liknande resultat med svetsade ramverk.
Kallmonteringsprocessen förhindrar vridning orsakad av svetsbågens temperaturer (ofta över 1 500°C). Extruderade profiler håller en rätstegnoghet på ±0,2 mm/m, vilket säkerställer exakt positionering av komponenter för robotik och mätteknik. Till skillnad från svetsfogar som kräver bearbetning efter tillverkning fungerar T-sportskanaler som inbyggda justeringsguider.
Adaptiva tillverkningslayouter drar nytta av T-sportsprofils verktygsfria justerbarhet. Anläggningar rapporterar 90 % snabbare omkonfigurering av produktionslinjer när man använder modulära stommar jämfört med permanenta svetsade strukturer. Systemets flexibilitet stödjer utvecklade automationsbehov – monteringspunkter kan flyttas på under fem minuter utan att kompromettera strukturell integritet.
När man undersöker hur styv en T-spetsprofil är visar det sig att geometrin spelar en större roll än vilket material som använts. Arean tröghetsmoment, eller I-värde som ingenjörer kallar det, säger i princip hur bra något motstår böjningskrafter. Sedan finns det torsionskonstanten J som mäter hur mycket vridning som sker när vridmoment appliceras. Ta två standardprofiler på 45x45 mm till exempel – de kan se identiska ut utifrån men deras faktiska styvhet kan variera med cirka 30 % beroende på vad som sker inne i väggarna. Enligt senaste konstruktionsriktlinjer från tillverkare som arbetar med aluminium T-spetsprofiler sedan 2024 gör det en verklig skillnad att lägga till förstyvningar i innerväggarna. Dessa förstärkta sektioner ökar de viktiga I-värdena med nästan hälften jämfört med vanliga ihåliga profiler utan interna stödstrukturer.
6060-T6 och 6105 aluminiumlegeringar dominerar industriella T-sportsystem, med dragstyrkor mellan 160–240 MPa. Även om 6105 ger 12 % högre sträckgräns än 6060, ökar den vikten med 8 % per löpmeter. Tillämpningar som kräver ofta omkonfigurering prioriterar ofta 6063-T5-legeringar, vilka balanserar bearbetbarhet (85 HB hårdhet) och densitet (2,7 g/cm³).
Använd Euler-Bernoullis balkformler för statiska lastberäkningar:
Avvikelse = (5 * Last * Längd³) / (384 * E * I)
Där E = 69 GPa (aluminiums elasticitetsmodul). För dynamiska robotarmar som utsätts för cykliska laster på 150 N bör nedböjningen inte överstiga 1/500 av spannlängden för att bibehålla positionsnoggrannhet.
Industriella automatiseringsramar kräver minsta säkerhetsfaktorer på 3:1 för vertikala laster och 4:1 för utskjutande sektioner. Kritisk medicinsk utrustning som använder T-springor implementerar ofta marginaler på 5:1, vilket minskar tillåten spänning till 80 MPa för 6061-T6-extrusioner.
Tunnväggsextruderingsmetoder uppnår nu en viktminskning på 22 % samtidigt som de bibehåller ekvivalenta lastkapaciteter genom optimerade I-balk tvärsnitt. Pulverlackerade 6005-T5-extrusioner visar en 17 % bättre hållfasthets-till-vikt-kvot än standardlegeringar, vilket gör dem idealiska för samarbetsrobotmonteringssystem som kräver <3 kg/m linjär densitet.






